
第十章 电解与极化作用
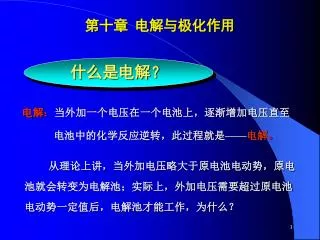
第十章 电解与极化作用. 什么是电解?. 电解 : 当外加一个电压在一个电池上,逐渐增加电压直至电池中的化学反应逆转,此过程就是 —— 电解 。. 从理论上讲,当外加电压略大于原电池电动势,原电池就会转变为电解池;实际上,外加电压需要超过原电池电动势一定值后,电解池才能工作,为什么?. 负极. 氧化作用. 正极. 还原作用. 电池反应. H 2. O 2. §10.1 分解电压. 原电池反应. 298 K 时,氢电极的电极电势. 氧电极的电极电势. 此电池的可逆电动势 ( 当 p H 2 = p O 2 = p θ 时 ). 阴极.

第十章 电解与极化作用
E N D
Presentation Transcript
第十章 电解与极化作用 什么是电解? 电解:当外加一个电压在一个电池上,逐渐增加电压直至电池中的化学反应逆转,此过程就是——电解。 从理论上讲,当外加电压略大于原电池电动势,原电池就会转变为电解池;实际上,外加电压需要超过原电池电动势一定值后,电解池才能工作,为什么?
负极 氧化作用 正极 还原作用 电池反应 H2 O2 §10.1 分解电压 原电池反应
298 K 时,氢电极的电极电势 氧电极的电极电势 此电池的可逆电动势 ( 当 pH2 = pO2 = pθ 时 )
阴极 还原反应 阳极 氧化反应 反向加电压,使原电池变为电解池 水的电解 阳极 阴极 电解过程的总反应 O2 H2
3 1.70 V 1.229 V 2 1 E分解 当反向电压加到 1.229 V 时,是否等观察到电解反应发生? 否! 反向电压:1. 229 ~ 1.70 V ( 1-2线段 ) 电极上产生的气体压力小于大气压,向溶液本体扩散,不可逆; 反向电压:超过 1. 70 V 时: 电极上产生的气体压力等于大气压,气体逸出,电解反应开始发生。
分析: 造成上述结果的原因是在电解时,电极上有极化作用,而使电解过程要以明显的程度进行时,外电压必须超过 E可逆,此超过的值———超电势。 结论: 实际分解电压( E 分解)=理论分解电压 ( E 可逆) + 超电势 ( △E )
3 1.70 V 1.229 V 2 1 E分解 注意: 如果外电压再增大,则此电压只增加溶液中的电位降,从而使电流急剧增加。如图中的 2 ~ 3 段。 此时 ( E外 - E分解 )= I R 2~3 直线外延至 I=0 处所得的电压,即 E 分解. ——— 使电解质溶液能连续不断发生电解时所必须的最小外加电压,称为该电解质溶液的分解电压。
说明: • 电解 H2SO4 实际分解电压为 1.67 V,大于理论分解电压 1. 23 V, 其差值是由于电极上的极化所致。 • 平滑的鉑片,无论在酸溶液或者碱溶液中,分解电压差不多都 是约等于 1. 7 V。因为电解的结果都是析出 H2 、 O2,理论分解电 压一样, 都是 1. 23 V。 • 而在鉑电极上, H2、O2 都有相当大的极化,造成 1. 7-1. 23 = 0. 47 V 的差值。
§10.2、极化的作用——Polarization E 分解=E 可逆 +△ E 不可逆 +I R △ E不可逆 =η阴 + η阳 实际电解时,阴极上的不可逆电势常比可逆电势较负一些, 阳极上的不可逆电势常比可逆电势较正一些, 此较负或较正的值,就称为超电势。 η阴 、η阳 表示阴极、阳极上的超电势 (overpotential)
定义: 电极在有限电流通过时所表现的电极电势φ不可逆 与 可逆电极电势φ可逆 产生偏差的现象,叫做电极的极化(polarization) 或又可表述为: • 电极电势偏离平衡值的现象称为电极的极化。 • 某一电流密度下电势φ不可逆与φ平衡的差值称为超电势。 注意:在实际电解时, 外加于阳极上的电势要比可逆电极电势要正一些; 外加于阴极上的电势要比可逆电极电势要负一些。
电极表面 电极表面 溶液本体 正极 负极 1、浓差极化 当电流通过电极时,如果在电极与溶液界面处化学反应的速度较快,而离子在溶液中的扩散速率相对较慢,则在电极表面附近处有关离子的浓度将会与远离电极的本体溶液有差别。这种差别造成了浓差极化。 如电极为正极,电极电势升高 如电极为负极,电极电势降低 对溶液实施搅拌,加速离子由本体向电极表面的扩散速率,可减轻浓差极化现象。
以铜电极为例: 浓差电极电势举例: 当作为阴极时: 铜离子向电极沉积析出 Cu2+ + 2e → Cu 结论:浓差极化的结果,使阴极电势比可逆时更小(更负)。
当作为阳极时: 铜溶解进入溶液成为Cu2+:Cu → Cu2+ + 2e 结论:浓差极化的结果,使阳极电势比可逆时更大(更正)。
2、电化学极化 电化学极化指电极过程中因电化学步骤受到动力学上的阻碍而引起的极化作用。 电化学极化的产生是由于在有限电流通过电极时,电极与溶液界面上进行电极反应,而电极反应是分步进行的。这些步骤中有某一步骤反应速度较缓慢,需要比较高的活化。而参与电极反应的某些粒子有缺少足够的能量来完成电子的转移,因此需要改变电极电势,这部分改变的电势称为电化学超电势,亦称活化超电势。 电化学超电势使阴极电势变得比可逆电极电势更低(更负),阳极电势变得更高(更正)。
⑤ H2 从电极上扩散到溶液中或形成气泡逸出 ④ 吸附在电极上的 H 原子化合为 H2 Me-H + Me-H → 2Me + H2 金属电极 H2O + Me + e → Me-H + OH ③ H3O+在电极上的放电 H3O++ Me + e → Me-H + H2O ② H3O+从电极附近的溶液中转移到电极上 ① H3O+从本体溶液向电极的扩散 以氢的超电势的形成为例,理解电化学极化的概念 H O
原电池 极化曲线——超电势的测定 测定超电势,实际上就是测定在有电流通过电极时的电极电势,然后从电流与电极电势的关系就可以得到极化曲线。 测定装置 p 122 Fig 10.3 调解 R 值,改变电流密度(j);在一定的电流密度,测定电极电势 Ø;得到 I——Ø关系曲线; 通过对溶液的搅拌,消除浓差电势。
电解池中两电极的极化曲线 电解池 + - 超电势与通过电解池的电流密度有关,电解池工作时,所通过的电 流密度越大,则其不可逆程度越高。电极上所需的外加电压越大, 消耗的电功也越多。
原电池中两电极的极化曲线 原电池 对于原电池,放电时也存在超电势,由于极化作用的结果,负极的电极电势比可逆电极电势值越来越大。正极的电极电势比可逆电极电势值越来越小。两条极化曲线有相互靠近的趋势。原电池的电动势逐渐减小,它所能做的电功则逐渐减小。
η (V) Pb Hg Cu Ag Pt ln j 3. 氢超电势 氢超电势和电流密度的关系-塔菲尔经验关系: 当以η为纵坐标,lg j 为横坐标作图,可得直线
说明: 1)通过电极的电流密度越大,氢超电势越大; 2)在不同电极材料上,氢超电势数值不同,a与材料有关; 3)b 的数值对于大多数金属差不多,常温下接近于 0. 050 V; 4)此关系不适用于电流密度很小的情况。j → 0, η→- ∞。 此时 η=ω j, ω值与金属电极的性质有关。
电极极化的结果: 有利也有害! 害处:电解时要消耗电功,化学电源少得电功。 如:电解 NaCl(aq),超电势高就要增加槽电压,增大电能消耗。若升高 0. 3 V,每生产一吨 H2 就多消耗 800 度电。 益处:由于H2有较高的过电位,就使得许多较氢电极电势低的金属能从水 溶液中析出。如汞阴极电解 NaCl(aq),Na+放电后形成钠汞齐,再 与水作用生成烧碱和 H2,以得到纯度高的 NaOH,而 H+不放电。 影响超电势的因素很多,如电极材料,表面状态,电流密度,温度,电解质性质,浓度及溶液中的杂质等。 规律:一般来说析出金属的超电势较小,而析出气体,特别是H2,O2的超电势较大。
§10.3电解时电极上的反应 一般而言,电解开始后, 阴极——还原反应(溶液中的具有氧化性的离子得到电子); 阳极——氧化反应(电极本身被氧化或者溶液中具有还原性的离子失去电子)。 如果溶液中有多种离子同时存在,情况如何? 能否只让金属离子在电极上沉积,而不让气体出现? ……..
析 出 电 势 析出电势(deposition potential)指物质在电极上开始放电并从溶液中析出时所需施加的电位。 Note: 电流密度很小时接近于可逆的电极电势; 电流密度增大时,就有超电势存在。 1、阴极上金属的析出和氢超电势 离子的析出电势 当电解质中含有多种金属离子时,电极电势越高的离子越容易获得电子还原成金属。阴极电势逐渐由高变低。
∵ 即使没有超电势的情况下,也是 Ag 容易析出。如果考虑氢 超电势,则 更负,更不容易析出。 例1: 298 K时,用不活泼电极来电解 AgNO3(aq)(a=1)在阳极上放出O2,在阴极上可能析出 H2 或 Ag,问阴极上 H2 或 Ag 哪一个先析出来? 解:Ag 的析出电势 中性溶液 H2的析出电势 Ag 先析出
如果是酸性溶液,可以使 比- 0. 414 V 大,甚至超过 ,H2 可以先析出来。 例2: 以镉电极电解中性 CdSO4 溶液(a = 1),阳极先析出什么物质? 解: Cd2+(a = 1)+ 2 e → Cd(s) 中性溶液 两者甚为接近,理论上说应该 Cd 先析出。 但实际上,H2 在Cd电极上有 1 V 左右的超电势,这就使 H2 的析出电势: 氢的析出电势比Cd要负的多,因此总是 Cd 先析出,而 H2 一般不析出。
p. 131 例3 电解过程中注意: (1)电解池中溶液浓度的改变会引起反电动势的改变; (2)控制外加电压不宜过大,以防止氢气在阴极上同时析出。
讨论: • 电解时,在阴极上,还原电势越正的越先还原而析出,同理在阳极上,还原电势越负的越先氧化而析出。 ② 超电势的存在,使得某些本来在 H+之后在阴极上 还原反应也能顺利地先在阴极上进行。 使有些按照电极电势计算在H2以后析出的金属也能先析出,如 Zn、Cd、Ni 等,甚至 Na 可在 Hg 上析出。 ③ 如果溶液中含有各种不同的金属离子,它们分别具有不同的析出电势,则可以控制外加电压的大小使金属离子分步析出而得以分离。
由于 2、金属离子的分离 如果电解液中含有多种金属离子,各种离子按其对应的电极电势由高到低的次序先后在阴极析出。 例:若电解液中含活度均为 1 的Ag+、Cd 2+、Cu 2+离子,何者先析出? 已知 离子析出时,先析出 Ag,再析出 Cu,最后析出 Cd 。
进一步分析: • 在上述溶液中,当阴极电势达到 0. 799 V 时, Ag 首先析出,随 着Ag 的析出,溶液中 Ag+ 活度相应降低,而当其活度降低为原来的 1 / 10 时(即 a=0.1),根据电极反应的能斯特方程可知,阴极电势相应地降低 0. 05915 V。 • 此计算也说明,随着外电压的增高,当阴极电势减小至 0. 740 V时,溶液中的 Ag+的活度只有原来的 1 / 10。 • 按照同样的方法,可以计算,当溶液中的 Cu 开始析出时,Ag+的活度还有多少?
即当阴极电势降低至 0. 337 V 时, 为多少 ? 此结果说明,当溶液电解时,随着阴极电势的降低,至 Cu 开始析出时,溶液中的 Ag+ 活度已只有 10-8,可以认为 Ag 已基本分离。 按照同样的方法,可以计算当 Cd 开始析出时,Cu2+ 还剩多少? 当 Cd 析出时,Cu 的分离已很完全。
阳极反应 • 由于阳极发生氧化反应,析出电势越低的离子,越容易在阳极上放电而氧化。电解时,阳极电势逐渐由低变高时(外电压增加),各种离子依其析出电势由低到高的顺序先后放电进行氧化反应。 • 如果阳极材料是惰性材料(如 Pt,石墨),则电解时,阳极反应只能是负离子放电。如 Cl-、Br-、I-、OH-等分别氧化成Cl2、Br2、I2 和 O2。而一般含氧酸根离子,如 SO42-、PO43-、NO3- 等,因其析出电势很高,在水溶液中不可能在阳极放电。 • 如果阳极材料是较活泼的金属,如 Zn、Cu,则电解时,反应考虑电极材料溶解下来成为金属离子。 • 在阳极上,可能是负离子析出,也可能是阳极溶解,任何放出电子的氧 化反应都是在阳极上进行,主要看哪一个反应所要求的电势低些,就发生哪 一个反应。
结论: 一般来说,两种金属的析出电位至少相差 0. 2 V,才能有效的分离。 如对Cu2+来说,当外加电压增加 0. 2 V时(阴极电势降低 0. 2V时)Cu2+浓度约为原来浓度的 10-7,可以认为 Cu2+ 已全部析出。 如欲使两种金属同时析出,即以合金的形式析出,则须调整溶液中离子的活度,使其具有同样的析出电势。 如Cu2+、Zn2+在浓度相同时,析出电势相差很多。
电解过程的运用举例 电镀与精饰 铝和铝合金的电化学氧化和着色 塑料电镀
电镀与精饰 如果在电解液中加入配位离子CN-,使其形成Cu(CN)3-和Zn(CN)42-,这样就改变了二者的析出电势,而使它们变得比较接近,(此时Cu的可逆电势变为-0.763V,Zn的变为-1.108V,二者相差仅0. 345V)再调节温度、电流密度以及CN—浓度就可以获得 Cu-Zn 合金。 铜-锌合金(黄铜)电镀 焦磷酸盐仿金镀液 / g · L-1 CuSO4•5H2O 40~50 SnCl2•2H2O 4~5 ZnSO4•7H2O 14~17 K4P2O7 •3H2O 270~300 Na3C6H5O7 •2H2O 14~18 N(CH2COOH)3 18~22 KOH(80~82%) 16~20 CoCl2 •6H2O 0.1~0.2 pH 8.5~8.8 温度 15~30℃ 电流密度 < 0.8 ~ 1.2 A · dm-2 阴阳极面积比 1 : 2 ~ 3 阳极材料 黄铜板 高氰仿金镀液 / g ·L-1 CuCN 25 ~ 30 ZnO 7 ~ 9 NaCN 60 ~ 70 Na2SnO3•3H2O 5 ~ 7 Na2CO3 25 ~ 30 pH 12 ~ 13 温度 10 ~ 40 ℃ 电流密度 < 5 ~ 6A·dm-2 阴阳极面积比 1 : 2 ~ 3 阳极材料 黄铜板( Cu 70 Zn 30)
铝和铝合金的电化学氧化和着色 1、表面打磨至光亮,浸入 60 ~ 70℃化学除油液中3~5分钟,在放入硝酸中和液中3~5分钟,取出冲洗干净。 2、浸入 90~115℃ 的化学抛光液中3~8分钟,再用温水冲洗干净。 3、将铝制品作为阳极,插入硫酸电解液中,以不锈钢为阴极,控制温度 15 ~ 25 ℃,电压 12 ~ 25 V,电流密度 0. 5 ~ 1. 5 A/dm2,电解氧化 40 ~ 60 min 4、氧化膜着色 a. 有机染料着色:将新鲜电解后的铝制件,经冷水清洗后放入 40 ~ 60℃ 染色液中约 20~30 min,即可染成红色,再将制件清洗放入95 ~100℃的蒸馏水中 20 ~ 30 min 封闭。 b. 无机染料着色:将铝制件放入亚铁氰化钾溶液中处理10~15分钟,取 出清洗后,再放入 FeCl3 溶液中处理 10~15分钟,取出洗净,即得普鲁士兰制件。(不需封闭)
各种溶液 1、化学除油液:Na3PO4 45g Na2SiO3 12g 溶于800 mLH2O中, 再加洗涤剂(白猫)0. 6 mL。 2、硝酸中和液:65~68%HNO3 460g配成800mL溶液。 3、化学抛光液: H3PO4 420 mL H2SO4 120 mL HNO3 60 mL 充分混合。 4、硫酸电解液:取硫酸 170 mL,缓慢加入1000 mL水中,稀释至1500 mL。 5、染色液 a. 酸性红 0.6 g 加少量水调成糊状,在水浴上煮沸 3~5 分钟,稀 释至 200 mL,并用冰醋酸,氨水调节 pH 值为 4.5 ~ 5.5。 b. 亚铁氰化钾[K4Fe(CN)6•3H2O] 4 g,配成 200 mL溶液,FeCl3 6g,配成 200 mL 溶液。
塑料电镀 一、用砂皮将塑料表面打毛 二、化学去油 化学去油液: (70~75℃ 约3~5分钟) NaOH 80 g/L NaCO3 15 g/L Na3PO4 30 g/L 海鸥洗涤剂 5 mL/L 三、用冷水彻底清洗后进行表面化学粗化 粗化液:( 70~ 75℃ 约 3~5分钟) 硫酸 600 mL 铬酸 20 g/L 水 400 mL 四、用冷水彻底清洗后进行表面敏化处理 敏化液: (室温约 3~5 分钟) 氯化亚锡 10 g/L 盐酸 40 mL 五、用冷水、蒸馏水清洗后,进行活化处理 活化液:(室温约 3~5 分钟) 硝酸银 1.5 ~ 2 g/L用氨水滴至褐色转透明
六、在 1: 9甲醛溶液中浸几分钟,除去活化银盐 七、用冷水清洗后进行化学镀铜 镀铜液: (室温 20~30分钟) 甲:酒石酸钠 45.5 g/L 氢氧化钠 9 g/L 碳酸钠 4.2 g/L 乙:硫酸铜 14 g/L 氯化镍 4 g/L 甲醛 53 g/L 镀铜时按 甲/乙 = 3 的比例临时配制。 八、流水清洗后低温晾干 九、电镀铜 配方:硫酸铜 180~200 g/L 硫酸 40~50 g/L 乙醇 5 mL/L 电流密度:1~1. 5 A/dm2 室温 1~2小时 十、电镀镍 配方:硫酸镍 150 g/L 氯化钠 8 g/L 硼酸 20 g/L 糖精 0.5 g/L 镀镍光亮剂 0.5 mL/L 十二烷基硫酸钠 0.1 g/L 电流密度约 3 A/dm2 室温 30分钟
§10.4、金属的腐蚀与防腐 1、电化学腐蚀 化学腐蚀:单纯由化学作用而引起的腐蚀叫做化学腐蚀。 电化学腐蚀:当金属与电解质溶液接触时,由电化学作用而引起的腐蚀叫做电化学腐蚀。 例如:二种金属或者二种不同金属的制品相接触,同时与其它介质接触(经空气、电解质溶液等)就形成原电池,就能进行原电池的电化学作用。 如图铜板上一个铁铆钉,铁为负极(阳极),铜为正极(阴极),两极上发生的反应如下:
负极(阳极)进行氧化反应: 正极(阴极)上可发生不同的反应: (1)氢离子还原为H2(g)析出,此即为析氢腐蚀。 (2)氧气在阴极上得到电子,发生还原反应,此即为吸氧腐蚀。 两者比较,φ2比φ1大得多,从电极电势的角度看,反应(2)比反 应(1)容易发生。所以,O2 存在时,Fe 的腐蚀更严重。
pH can attain 3.5 ~ 4 Mechanism of pitting corrosion of metal
阳极(B) 阴极(A) 一般工业生产中钢铁在大气里的腐蚀主要是吸氧腐蚀,假如铁完全浸没在硫酸溶液中,则氢离子被还原的可能性比氧气大,此时就可能产生析氢腐蚀(如酸洗)。 由于工业上所用金属常常不纯,所以杂质的存在就可能造成微电池。再由于金属表面上的浓差,也可造成微电池。 二个铁板,A上氧含量多,B上含氧量少,则 A 成为阴极,B 成为阳极。 结果:氧含量少处,局部腐蚀严重(阳极),此可解释为什么在裂缝或螺钉接头处往往腐蚀严重。
2、金属的防腐 (1)非金属保护层 这些保护层必须完整时才能起保护作用。 (2)金属保护层 若镀上的金属有较负的电极电势,如锌镀在铁上,锌为阳极, 铁为阴极 —— 阳极保护层。 若镀上的金属有较正的电极电势,如锡镀在铁上,锡为阴极, 铁为阳极 —— 阴极保护层。 这两种镀层完整时一样。而当镀层破损时,阴极金属加速了 阳极金属的氧化,阴极保护层加速了铁的腐蚀。 (3)电化学保护 将电极电势较低的金属和被保护的金属连在一起,构成原电池,电极电势较低的金属成为阳极而氧化腐蚀,保护了阴极金属,这种保护又称为牺牲阳极保护法。 a . 保护器保护
_ 0 + 活化区 A E F –φ B C 钝化区 过钝化区 将负极接在被保护的金属上,使它成为阴极,正极接 到废铁上,而成为阳极,腐蚀了废铁,保护了设备。 b . 阴极电保护 由于金属可以在氧化剂的作用下氧化,所以也可以在 电流的作用下钝化,将正极接在被保护的金属上造成 金属钝化。 c . 阳极电保护 AB 为活化区,此时 Fe → Fe2+ + 2e BE 为钝化区. B 点为钝化电位, E 点 金属处于稳定的钝态. 只要维持EF之间的电位,金属处于稳定的钝化状态; FC 称过钝化区,此时 Fe 以高价离子进入溶液(如达到氧的析出电位,就发生析氧反应)。
保护膜 如铬酸钠 2Fe + 2Na2CrO4 + 2H2O → Fe2O3+Cr2O3 +4NaOH 硫酸锌 O2+ 2H2O +2e → 4 OH- Zn2+ + 2OH- → Zn(OH)2 ↓ 硫酸氢钙 Ca2+ + HCO3- + OH- → CaCO3 ↓ + H2O 在腐蚀介质中,加入少量这种物质就能减小腐蚀速度, 这种物质称为缓蚀剂。 (4)缓蚀剂法 在中性或碱性介质中用得较多。如铬酸盐,重铬酸盐,磷酸盐,硫酸氢盐,它们主要在金属表面形成 一层氧化膜或沉淀物。 a . 无机缓蚀剂 聚磷酸盐能形成带正电荷的胶体粒子 [Na6CaP6O18]mn+ [配离子]
b . 有机缓蚀剂 在酸性介质中,一般采用缓蚀剂,一般是含 N,S,O 的有机物。如乌洛托品 [六次甲基四胺 (CH2)6N4 ],乌洛托品与苯胺的缩合物,苯基硫脲等。它主要是吸附在阴极表面而增加氢超电势,所以防碍氢离子的放电过程,而使金属溶解速度减慢。 c . 有机缓蚀剂中还有一类气相缓蚀剂 其蒸汽能溶解在水膜中,而改变介质的性质,起到缓蚀作用。如亚硝酸二环己胺[(C6H11)2NH2NO2] , 碳酸环己胺[C6H11NH3CO3] , 亚硝酸二异丙胺[(C3H7)2NH2NO2]
金属腐蚀的危害甚大,但也有金属腐蚀进行生产。如用 FeCl3 溶液制 取印刷电路。 且两者差别较大(越小越易氧化) 所以,Fe3+ 使铜溶解。 说明: 金属铁能使 Cu2+ → Cu 金属铜能使 Fe3+ → Fe2+
§10.5 化学电源 化学能(如燃料燃烧反应)→热→机械能→电能,此过程能量损失60%~90%。 若应用电池,将化学能转化为电能,理论转化率可达90%,实际转化率达70%以上。 1、一次电池 又称原电池,属化学电池,电池中活性物用完后电池 即失效。一般的干电池即属此范畴。 a . 锌锰干电池Ⅰ. 氯化铵型 (一)Zn∣NH4Cl(26%) + ZnCl2∣MnO2+C(+) 反应:负极 Zn→Zn2++2e 正极 2MnO2+ 2H2O +2e → MnOOH + 2OH- 电解液中离子反应: Zn2++ 2NH4Cl + OH- → Zn(NH3)2Cl2 + 2H2O 电池总反应: 2MnO2+Zn+2NH4Cl → 2MnOOH + Zn(CH3)2Cl2 开路电压1.45~1.50V,在有效放电期间电压比较稳定,电池防腐性能较差。