Download
1 / 8
80 likes | 147 Views
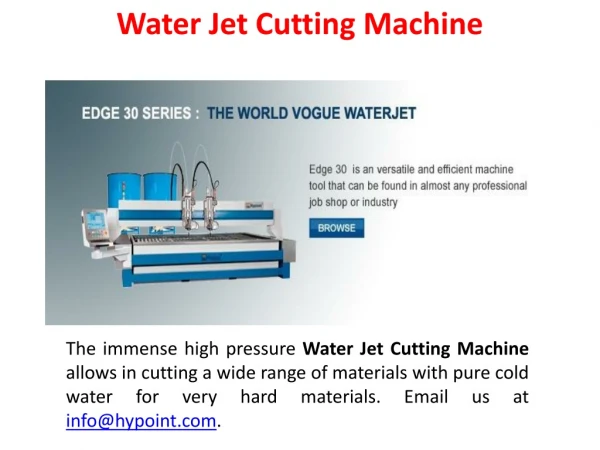
Presentation on addressing sub-synchronous vibration in jet pumps used for coke cutting, with insights on system description, problem definition, pump inspection, and solutions implemented to eliminate the vibration issue.

E N D
Sub-synchronous Vibration in Jet Pumps (Coke cutting) Humberto Gonzalez, P.Eng. “DISCALIMER: This presentation is provided for informational and illustrative purposes only. Neither Suncor Energy Inc. nor any of affiliates or contractors make any express or implied guarantees, representations or warranties in respect of the completeness or accuracy of any information, conclusions or outcomes expressed in this presentation. Suncor Energy Inc., its affiliates and contractors are not responsible for and are hereby released from any liabilities whatsoever for any errors or omissions in the presentation and for any liabilities or losses arising out of a person’s or entity’s use of or reliance on the presentation or any information contained herein”
System description • 2 pumps, 1210 USGPM (275 m3/hr) @ 10200 ft (3109 mt) , 5000 hp (3730 KW), 4350 RPM, BB5 (Between Bearing Multi-stage, 8 stgs). • Part of a decoking system, for Delay Coker Drums (6 drums) • 100% spare installed, driven by E-motor and Gear box • Decoking control system with pneumatic actuator and valve • Decoking valve positions at: • Minimum flow • Pre-fill • Cutting coke pilot • Cutting coke annular
Problem Definition • 52G-315A pump presented high vibration since 2010 till 2012, with a predominant peak at 0.8 X. • Predominant vibration suspected to be induced by piping pulsations; several adjustments on pipe supports were made without success. • Pump not available 100%, due to repeated radial vibration trips. • Sub-synchronous frequency amplified during pilot and annular coke cuts (highest load condition). • Thrust bearing axial load increased towards the active side, requiring alarm and trip set point adjustments in every drum cut.
Pump inspection and findings • Inspected thrust bearing with pump OEM support. Thrust lock nut found loose requiring field adjustments. Upon start up thrust bearing end float increased to alarm levels. • Pump rotor 1st critical speed 5652 RPM (30% separation) at worn clearances. • Sub-synchronous frequency 0.8X, was exciting a natural frequency around the pump system. • Pump removed to the OEM shop for inspection; found generalized corrosion, affecting wear rings and balance drum clearances. • Corrosion caused by high content of chlorines (>500 ppm) present in the water stream.
Solution • Sub-synchronous frequency disappeared. Pump 100% available, with two years operation without problems as a result of: • Material upgrades (suitable for high chlorides applications) on pump bundle and impeller wear rings. • Implemented Pump Switching Strategy to reduce extended stand by conditions