Download
1 / 3
0 likes | 7 Views
Material movement equipment is vital for streamlining supply chain operations, enhancing efficiency, and reducing costs across industries. Tools like automated guided vehicles, conveyors, and cranes optimize material handling, safety, and space utilization, shaping the future of logistics.<br><br><br><br>

E N D
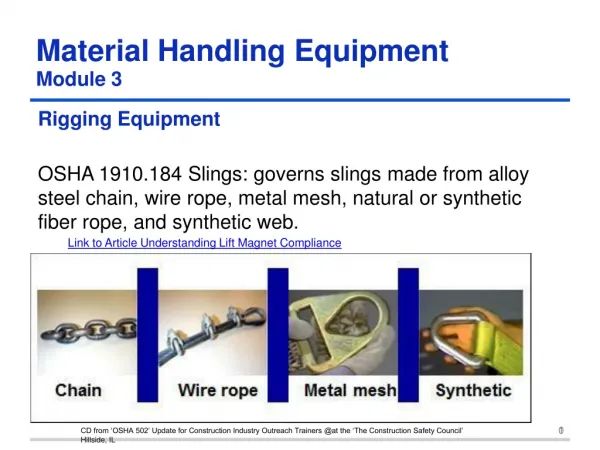
How Material Movement Equipment Shapes the Future of Logistics Material movement equipment plays a crucial role in modern supply chain operations. These tools and systems are designed to transport, handle, and manage materials efficiently, ensuring that goods flow seamlessly from one point to another. From warehouses to manufacturing plants, the right material movement equipment significantly impacts productivity, safety, and overall supply chain efficiency. What Is Material Movement Equipment? It refers to the machinery and tools used for moving, storing, and controlling goods during manufacturing, distribution, and storage. These systems are essential for handling raw materials, finished products, and everything in between. They reduce manual labor, improve accuracy, and optimise workflows, making them indispensable in industries like logistics, e-commerce, and manufacturing. Types of Movement Equipment There is a wide variety of material movement equipment available, each designed for specific applications. Below are some of the most common types: 1. Shuttle Cars A shuttle car is commonly used in mining and heavy industries for transporting materials like coal and ores. These vehicles are designed to carry heavy loads over short distances, making them ideal for underground operations. They contribute to efficient material handling in environments where space is limited and manual transport is impractical. 2. Automated Guided Vehicles (AGVs) Automated guided vehicles are advanced material movement tools that operate without human intervention. These vehicles navigate using predefined paths or advanced technologies like sensors and GPS. An automated guided vehicle is widely used in warehouses and manufacturing units to transport goods, ensuring precision and reducing labor costs. 3. Conveyors Conveyors are mechanical systems used to transport goods along a fixed path. They are highly efficient for moving large volumes of materials in warehouses, airports, and production lines. 4. Forklifts Forklifts are versatile machines used to lift and transport heavy materials over short distances. They are indispensable in warehouses and construction sites for stacking and organising goods. 5. Cranes Cranes are used for lifting and moving heavy materials vertically and horizontally. They are typically employed in construction, shipping, and large-scale manufacturing.
6. Pallet Jacks Pallet jacks are manual or electric tools used for moving pallets in warehouses. They are simple yet effective for handling lighter loads. Impact on Supply Chain The use of material movement equipment has a profound impact on the supply chain, affecting various aspects like efficiency, cost, and sustainability. Below are some key impacts: 1. Improved Efficiency The integration of advanced equipment like automated guided vehicles streamlines operations, reducing downtime and speeding up processes. This ensures goods are transported quickly and accurately, meeting tight deadlines and increasing customer satisfaction. 2. Cost Reduction By automating material movement, businesses can significantly reduce labor costs. Equipment like shuttle cars and AGVs minimizes the need for manual intervention, leading to lower operational expenses. 3. Enhanced Safety Material movement equipment reduces the risks associated with manual handling, such as injuries and product damage. For example, AGVs operate autonomously, eliminating human error and enhancing workplace safety. 4. Optimised Space Utilization Advanced systems like conveyors and AGVs enable better utilization of available space. This is particularly important in warehouses where maximizing storage capacity is critical. 5. Sustainability Many modern material movement tools are designed with energy efficiency in mind. Automated systems consume less energy and reduce emissions, contributing to greener supply chain operations. 6. Real-Time Monitoring and Control Automated equipment often comes with integrated software that provides real-time data on material movement. This enhances inventory management, reduces waste, and ensures better decision-making across the supply chain. Choosing the Right Material Movement Equipment Selecting the appropriate equipment depends on several factors, including the type of materials being handled, the operational environment, and the budget. For example, a mining company may prioritise shuttle cars, while an e-commerce warehouse might invest in AGVs and conveyors for optimal performance. Material movement equipment is the backbone of efficient supply chain operations. Whether it’s shuttle cars for heavy industries or automated guided vehicles for precision handling, these tools are indispensable for modern businesses. By improving efficiency, reducing costs, and
enhancing safety, they play a vital role in ensuring a seamless flow of goods from manufacturers to end consumers. As industries continue to evolve, the adoption of innovative material movement technologies will remain key to staying competitive in a rapidly changing market.