Download
1 / 13
130 likes | 243 Views
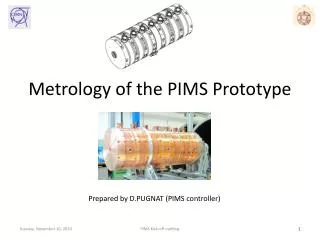
Metrology of the Stave250 Assembly Jig. (Tim). What do we need to measure?. Procedure. Measure PH2 and define as (0,0) 4 point: DIA=0.043 / CIRC=0.001 Measure PH1 and define PH2-PH1 as primary axis 4 point: DIA = 0.063 / CIRC=0.001 Distance PH1-PH2 = 1247.520

E N D
Procedure • Measure PH2 and define as (0,0) • 4 point: DIA=0.043 / CIRC=0.001 • Measure PH1 and define PH2-PH1 as primary axis • 4 point: DIA = 0.063 / CIRC=0.001 • Distance PH1-PH2 = 1247.520 • Measure front edge of 14 Vee-blocks at 4 points along length (See plot) and reconstruct line of best fit • Y=-42.228 + 1.5738x10-4 X • Measure Tooling ball • (1248.586,-119.685): DIA=8.207 / CIRC=0.011
Comparison with SmartScope • Procedure • Mount jig on Smartscope& reconstruct lines along the edges of the Vee blocks (sub-stage illumination). Construct datum axis • Measure tooling ball as a composite of 3 sub-circles • Diameter = 8.209 / CIRC = 0.0186 • Measure PH1 as a composite of 3 sub-circles • Diameter = 0.0287 / CIRC = 0.0015 • Measure distance from Tooling ball to PH1 parallel to Vee-block datum axis • 1.0765 – Diameter/2 = -3.028 • Measure PH1 offset to Vee-block axis • 42.040
CMM Survey with Back-lighting • Pin-holes and tooling ball measured with back-lighting to try and improve measurement • Hi-tec torch (Wifi/3G enabled) • Results • Pin-holes • 0.028 / 0.030 mm with 4-point circularity of 0.001mm • Tooling ball • 8.205mm with 20-point circularity of 0.025mm
Survey with 4mm dowels (CMM#3) • 4mm dowels held into Vee blocks with tool-makers clamps. • Inner edge of dowels reconstructed using back illumination via reflection from aluminium.
Comparison of Vee-block surveys • NB 4mm dowel data offset by +3.40 mm