Challenge Problem III
Challenge Problem III . Larry Shadle , Mehrdad Shahnam Ray Cocco , Allan Issangya , Chris Guenther, Madhava Syamlal , James Spenik , J. Chris Ludlow, Frank Shaffer, Rupen Panday, Balaji Gopalan , and Rajiv Dastane, CFB X Workshop Sun River, Oregon May, 3, 2011.

Challenge Problem III
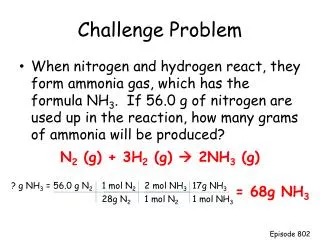
E N D
Presentation Transcript
Challenge Problem III Larry Shadle, MehrdadShahnam Ray Cocco, Allan Issangya, Chris Guenther, MadhavaSyamlal, James Spenik, J. Chris Ludlow, Frank Shaffer, Rupen Panday, BalajiGopalan, and Rajiv Dastane, CFB X Workshop Sun River, Oregon May, 3, 2011
CFB Validation Test Data and CFD Expertise • Extensive database of cold flow CFB Test Data at NETL. • Indexed chronologically by granular materials and operating conditions. • Nearly 10 years since last Challenge Problem Benchmark of Computer Models. • PSRI and NETL to provide the most comprehensive granular-flow Challenge Problem in the world. • Advanced measurements including High Speed Particle Imaging Velocimetry (HSPIV); LDV; axial, radial, and temporal profile data; gas and solids tracer measurements and much more.
Challenge Problem I & II Challenge Problem I 1995 PSRI Industrial Scale 20-cm-Diameter & 40-cm-Diameter Riser FCC & Sand Responses from 10 Groups Three groups were successful “Models were not sophisticated enough to be used to predict all of the hydrodynamics in a CFB”. Challenge Problem II 2001 PSRI Industrial Scale 20-cm-Diameter riser with a blind tee and an elbow at the riser exit FCC & Sand Responses from 13 Groups Range of total percent errors: 77 to 334%. The highest individual percent error was 838 % “Models still needed substantial development to be able to predict CFB hydrodynamics”. • Ref: • Laguerie & Large, Fluidization VIII Workshop, 1995. • Kwauk and Yang, Fluidization X Workshop, 2001.
Criticism – Previous Experience Test conditions: • Industrial scale too large • Asymmetric inlet and outlet too complex • Boundary Conditions need to be well defined Data Quality: • Radial Fluxes need to integrate to solids flux. • Different measurements techniques need to produce consistent results Evaluation: • Want both experimentalist and modeler perspective • Opportunity to adapt model parameters
Modeling Benchmark Validate Against Umf, Umb and Bed Density Data Measuring Our Success, Targeting Our Challenges @ https://mfix.netl.doe.gov/challenge/index.php Model Challenge Problems Compare Against Results Important Timeline Refine Models Jan 31, 2011: Second Simulation Results Due Jul 2010 May 2010 Jun 2010 Aug 2010 Sep 2010 Oct 2010 Nov 2010 Dec 2010 Jan 2011 Feb 2011 Mar 2011 Apr 2011 May 2011 Jun 2011 Jul 2011 May 9, 2010: Problem Descriptions Available at https://mfix.netl.doe.gov Oct 30, 2010: First Simulation Results Due Nov 1, 2010: Experimental Data Released May 2, 2011: Workshop on Results at CFB 10 Jul 30, 2011: Publication of Results
Challenge Problem III 2010 NETL 16-m-Long & 30.5-cm-Diameter CFB Riser PSD DP/DLvsUg in 6.5 cm ID FB Group A & Group B 2010 PSRI 6-m-Long & 92-cm-Diameter Bubbling FB PSD DP/DLvsUg in 15 cm ID FB FCC Geldart Group A Geldart Group B
Gas Bypassing in Deep Beds FCC Catalyst, Fines = 3% < 44 mm, Static Bed Ht. = 3.66 m, Ug= 0.46 m/s
6-in (15.2-cm)-Dia Minimum Fluidization Test Unit This test meant for tuning CFD models
Bubble Void Fraction A voltage signal from one of the two sensors of the optical fiber bubble probe Bubble Bubble Void Fraction = Fraction of Time the Probe is in Contact With a Bubble or Void
DP fluctuations were measured in each quadrant Radial Orientation of DP Fluctuation Measurements and Bubble Probe Locations
BFB Challenge Problem Gas bypassing more likely for tall beds, low fines content and low gas velocity
ModelersWho were they? • BFB • Software Developer (2) • University (1) • CFB • Software Developer (1) • University (2) • Government (2)
Overall DP Comparisons BFBDPbed± 95% CL, kPa • Simple minded comparison of DP fluctuations as process variability (not error). • Experimental variability compared to % difference: %diff=100(DPx-DPm)/DPx • Simulations were typically 20-30% different than the experimental mean. • The experimental %variability was from 6 to 13%.
Riser Test Conditions Pb Statistical Experimental Design Group A: CASE 1 Dilute CASE 2 Core Annular Group B: CASE 3 Dense Transport (near FFB) CASE 4 Core Annular CASE 5 Dense Suspension Upflow Extend Factorial Matrix to Central Composite – Star points 1.5 1.0 0.5 0 -0.5 -1.0 -1.5 120,000 100,000 80,000 60,000 40,000 20,000 0 MS SCC FSL Ms, lb/hr Coded Ms, lb/hr 18 20 22 24 26 Ug, ft/s -1.5 -1.0 -0.5 0.0 0.5 1.0 1.5 Coded Ug, ft/s FR
Riser Flux Measurements • Three Techniques to Measure Flux • Direct solids sampling • Piezoelectric transducer • Calibrated Fiber Optic • Can Compare Integrated Results Against Spiral • Use Results to Validate CFD • Flux Predictions Part of the Challenge Problem
Mass flux- Piezoelectric probe Developed at NETL Piezoelectric transducer face Piezoelectric transducer size Dual piezoelectric transducer probe Typical mass flux across riser diameter Typical probe output
Light reception fiber Light transmission fiber Solids velocity and void fraction-fiber optic probe Developed at NETL Fiber probe showing light emission Particle passing through 1st bundle Fiber arrangement in bundle ΔT - Velocity Area – Void fraction Typical particle velocity distribution across diameter of riser Typical output from each bundle Sampling rate – 12,500 samples/s
Jet Tracer Concentrations at 3 ElevationsGroup B solids injected 3.66 m above distributor with vs=3.75 m/s • Phosphorescent tracers enabled tracking solids injected into the riser. • Under conditions tested jet penetration was small; the peak did not reach the riser centerline when measured above the jet at ht/R = 1 and 2. Photosensor Photosensor Tracer Injection Riser gas solids flow
Overall DP Comparisons CFBDPRiser± 95% CL, kPa • Simple minded comparison of DP fluctuations as process variability (not error). • Experimental variability compared to % difference: %diff=100(DPx-DPm)/DPx • Simulations were 5-80% different than the experimental mean. • The experimental %variability was from 2 to 13%.
Axial pressure profiles for Group B 5 Model Simulations Submitted (+1 Revisions): Simulations better in dilute cases, getting relatively low dP/dL at higher loadings. Inlet and outlet effects simulated about 50% of the time.
Group B particle velocities across riser Group B at 8.88 m above distributor • Velocities measured with dual multi fiber optic bundles and HS PIV at various elevations going only to center. • Group B cases demonstrate: • the agreement in both techniques, • parabolic flow profiles increasing with Ug, and • preferred method to characterize process variability/experimental uncertainty Figure 4. Particle velocity for all test cases across riser at several axial locations as measured by fiber optic probe.
Jet Penetration Jet penetration across radius of CFB riser from point of injection • Penetration simulated accurately in DSU case 5 (CFB1) • Penetration was over predicted (CFB1) both: • at lowest gas velocity Case 3 and • In core annular Case 4 • No Penetration was predicted (CFB2)
Transients - Power Spectrum for Group Bpressure fluctuationspolyethylene beads Cases 3, 4, and 5. • 4 Simulation results Submitted: • Frequency dependence similar for data and simulations. • Mean dominant period of 8 sec observed for cases simulated (except CFB4). • Amplitude trends similar, models generally higher… • Amplitude variations for different axial locations were not simulated for different cases. • Drop offs in amplitude for cases 3&5, minimum in case 4 in fully developed region (@5m)
Revised Simulations • Revisions • BFB1: Longer Duration, revised data summary calculations • CFB5: Coarser grid (3.39M to 0.5M cells) from 63 to 4 hr to simulate 1s. • Results • BFB1 revisions similar but tended slightly away from test results dP/dL(z) • CFB5 similar with greater spatial variations.
Axial Profiles - CFB5 Revised with Coarser Grid • Experimental data is represented by symbols with dashed lines 95%CL on regression. • Simulations are solid lines. • Revised simulations (coarser grid) are the jagged lines. Ms ↑ DP/DL ↑es↑
Axial Profiles - CFB5 Revised with Coarser Grid • Simulations and experimental data taken in two lines across the riser- inline with the inlet and outlet and perpendicular to them. • HS-PIV data statistically indistinguishable from FO data • Neither coarse or fine resolution simulations displayed asymmetry Ms ↑ DP/DL ↑es↑
Summary • Your comments and suggestions are sought to improve the process and advance the state of the art. • Challenge problem III test data benchmarks the resources required to simulate multi-phase flow streams on industrial scale. https:\\mfix.netl.doe.gov • Data sets have been vetted and will remain available to continue to serve as model validation test cases. • Challenge Problem must be conducted more than once a decade by 7 or8 organizations. • CFD codes are in their infancy… and given the resources and time, can simulate industrial scale multiphase processes.
Proposed Future Direction at NETL • Strategy and Approach: • Challenge Problem III; CFB X Workshop Lessons Learned • Benchmark industrial scale non-reacting fluid dynamics periodically (5-7 years) • Full loop simulation • Obtain greater response (Academia, Vendors, Nat’l labs) • Devise small scale tests to benchmark critical complex physics (low particle count, < 2 week simulation on PC): • 1). Small scale fluidized bed; HS-PIV on rectangular bed • 2). Particle Wall impacts; “Wall effects” • 3). Granular T or Particle-Particle collisions; vertical shaker tests • Note: want simultaneous gas and solids flow fields, bubble and cluster formation • Validate reacting flow process of interest • Reacting gas absorption and evolution in small scale; Carbon Capture Unit (C2U) • Gasification of size and density fractions; PSU Drop tube furnace • Challenges: • Characterize/validate process performance of transient models. • Interference from diagnostic probes in smaller process units. • Describe what you will do for rest of FY • Describe what you will do next FY • Address decision points (if any) • Provide a schedule, with milestones and a Gant chart, if required