Download
1 / 12
120 likes | 253 Views
印刷工艺分解. 压入开口部工艺. 转移工艺. 刮刀. 焊膏. 网板. 基板. 将焊膏转移到基板. 通过滚动将焊膏压入印刷网板开口部. 压入印刷与网板开口部的工艺. 刮刀. 移动方向. 由滚动产生的力. 焊膏的滚动. 网板. 基板. 焊膏与网板的磨檫力. 压入力的控制及其因素. Vq. 刮刀. ( 1 )刮刀速度 [Vq]. ( 2 )刮刀角度 [-q]. -q. 网板. 基板. 焊膏的压入力. 刮刀角度的影响. 45. 60. 80. 刮刀速度的影响. 印刷压力的最佳设定. 印压过小. 印压适当. 印压过大 刮刀变形.

E N D
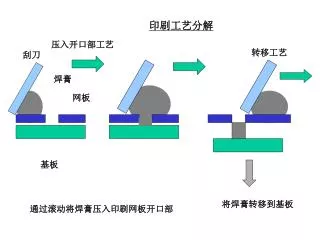
印刷工艺分解 压入开口部工艺 转移工艺 刮刀 焊膏 网板 基板 将焊膏转移到基板 通过滚动将焊膏压入印刷网板开口部
压入印刷与网板开口部的工艺 刮刀 移动方向 由滚动产生的力 焊膏的滚动 网板 基板 焊膏与网板的磨檫力
压入力的控制及其因素 Vq 刮刀 (1)刮刀速度[Vq] (2)刮刀角度[-q] -q 网板 基板 焊膏的压入力
刮刀角度的影响 45 60 80
印刷压力的最佳设定 印压过小 印压适当 印压过大 刮刀变形 产生压力 间隙 印压=产生压力 印压>产生压力 印压<产生压力
将焊膏转移到基板焊点的工艺 与网板壁面的磨檫力 基本下降速度 (Vd) 与焊接面的粘着力 0.5—3.0mm/s 基本要求条件 与焊点面的粘着力>与网板壁面的磨檫力 对网板的要求条件 减少与网板壁面的磨檫 变更开口部的形状 网板断面形状
基板下降速度设定为低速 网板 网板的挠度 150μ m 基板下降速度 0.6mm/s 与网板的挠度成正比 最终印刷形状
焊膏的搭桥 刮刀移动方向 刮刀 间隙 网板 基板
印刷形状歪斜 刮刀进入开口部, 刮取焊膏 刮刀移动方向 现象 原因
印刷网板上残留焊膏 刮刀移动方向 间隙 网板 基板
网板开口部内残留焊膏 网板开口部内残留有焊膏 网板 基板下降 最终印刷形状