
3 齿轮的çƒå¤„ç† 3.1 齿轮çƒå¤„ç†å·¥è‰ºé€‰æ‹© 表 35 å„ç§é½¿è½®çƒå¤„ç†å·¥è‰ºçš„硬化效果ã€å¼ºåº¦æ°´å¹³ã
工艺方法. 硬化层状æ€. 强度性能. å˜å½¢å€¾å‘. 设备投资. 层深 mm. 组织. 分布. 残余 应力. 表é¢ç¡¬åº¦. è€ç£¨æ€§. σ H MPa. σ F MPa. 渗碳 C-N 共渗. 0.4 ~ 2 > 2 ~ 4 > 4 ~ 8 0.2 ~ 1.2. 马æ°ä½“ + 碳化物 + 残余奥æ°ä½“. 沿齿廓. 压应力 压应力. 650 ~ 850HV 57 ~ 63HRC 700 ~ 850HV 58 ~ 63HRC. 高 很高. 1500. 450. 较大 较å°. 较高. 渗氮 N-C 共渗. 0.2 ~ 0.6
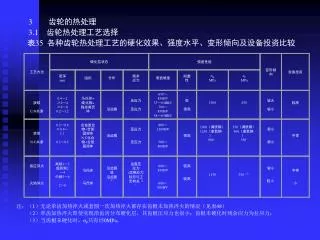

3 齿轮的çƒå¤„ç† 3.1 齿轮çƒå¤„ç†å·¥è‰ºé€‰æ‹© 表 35 å„ç§é½¿è½®çƒå¤„ç†å·¥è‰ºçš„硬化效果ã€å¼ºåº¦æ°´å¹³ã
E N D
Presentation Transcript
工艺方法 硬化层状态 强度性能 变形倾向 设备投资 层深 mm 组织 分布 残余 应力 表面硬度 耐磨性 σH MPa σF MPa 渗碳 C-N共渗 0.4~2 >2~4 >4~8 0.2~1.2 马氏体+碳化物+残余奥氏体 沿齿廓 压应力 压应力 650~850HV 57~63HRC 700~850HV 58~63HRC 高 很高 1500 450 较大 较小 较高 渗氮 N-C共渗 0.2~0.6 >0.6~1.1 0.3~0.5 合金氮化物+含氮固溶体 N.C化合物+含氮固溶体 沿齿廓 压应力 压应力 800~1200HV 500~800HV 很高 1000(调质钢) 1250(渗氮钢) 900 350(调质钢) 400(渗氮钢) 350 很小 很小 中等 感应淬火 火焰淬火 高频1~2 超音频2~4 中频3~6 2~6 马氏体 马氏体 沿齿廓 或 沿齿面(1) 齿面压 应力 (齿根应力状态与工艺有关(2) 600~850HV 600~800HV 较高 较高 1150 350(3) 较小 较小 中等 小 3齿轮的热处理 3.1齿轮热处理工艺选择 表35 各种齿轮热处理工艺的硬化效果、强度水平、变形倾向及设备投资比较 注:(1)无论单齿加热淬火或套圆一次加热淬火都存在齿根未加热淬火的情况(见表48) (2)单齿加热淬火即使实现沿齿沟分布硬化层,其齿根压应力也很小;齿根未硬化时残余应力为拉应力; (3)当齿根未硬化时,σF只有150MPa。
3.2 热处理重要冶金因素和工艺因素 3.2.1 调质齿轮的计算截面尺寸 图17 计算截面尺寸的确定方法
3.2.2 表面硬化热处理齿轮 齿轮的表面硬化热处理主要是渗碳淬火、渗氮及感应(或火焰)表面淬火。各种表面硬化处理齿轮的性能都与表面硬度、金相组织、硬化层深度及心部硬度等因素有关,但是,根据不同热处理工艺的特点,又各自有其主导的影响因素。 (1)感应(或火焰)表面淬火齿轮的硬化层分布 齿轮感应(或火焰)表面淬火具有效率高、钢材成本低及变形小等优点,因而得到广泛应用。但是表面淬火的质量控制比较难,这是影响使用寿命的关键所在。 在各种影响因素中,尤以硬化层分布形式对齿轮承载能力影响最大。残余应力分析和强度试验以及现场应用均表明,仅只齿面局部淬火的齿轮(图18)其接触疲劳强度和弯曲疲劳强度均很低,甚至低于未经表面淬火的调质齿轮,所以,应尽量采用沿齿廓淬火硬化(图19)。 图18 齿面局部加热淬火 图19 沿齿廓加热淬火
(2)渗氮齿轮的硬化层深度 齿轮渗氮由于在较低温度(500~560℃)下进行,而且没有相变发生,因而变形小是突出的优点。随着渗氮工艺的不断改进,渗氮类齿轮的应用日益显现出良好的前景。 长期以来限制渗氮齿轮应用的原因很多,但最关键的是渗氮层太薄,难以承受齿面的接触载荷,因而要突破常规渗氮层深度的概念,采用“深层渗氮工艺”,根据国内外的推荐,渗氮齿轮的应用范围一般在模数8mm以下,最大可到10mm。模数2~6mm,其深度0.6~0.8mm;模数6~10mm,深度0.8~1.1mm。
寿 命 类 别 弯曲疲劳强度 抗点蚀能力 抗弯曲冲击强度 抗磨损能力 硬度分布 表面硬度 ◎600HV不渗透 ◎800HV以下硬度高较好 ○700HV以下硬度高较好 ◎硬度高较好 硬化层深度 ○最佳值取决于模数 ◎ ○ △ 心部硬度 △ ○ ◎最佳值350HV 显微组织结构 晶 粒 度 ○ ○细较好 ◎ 残余奥氏体量 ▲硬度降低韧性提高 ○改善轮齿的接触 △ ▲硬度降低 碳 化 物 ▲应力集中源 ▲ ▲晶间脆裂 ○硬度提高 缺 陷 非马氏体表层 ● ▲硬度下降 ▲ ▲硬度下降 非金属体夹杂物 ▲ ●应力集中源 - - 晶间韧性 △ △ ◎ - 残余应力 ◎ ○ - - (3)渗碳淬火齿轮的多种影响因素 渗碳淬火齿轮具有良好的综合强度性能,但是热处理工艺较为复杂,因而影响因素也较多,表36列出了各种冶金因素的影响以及各因素影响作用的大小。 表36 冶金因素对渗碳齿轮寿命的影响 注:◎—对提高寿命有很大影响;○—对提高寿命有一定影响;△—对提高寿命有一些影响;-—对提高寿命几乎没有影响;●—对降低寿命有很大影响;▲—对降低寿命有一些影响。
方 法 要 点 表 示 法 末端淬火法 采用一种端淬试样,在标准条件下淬火,测量从水冷端开始的硬度梯度,测量方法细则可参见GB225-88 1、淬透性曲线 2、淬透性值J 例: 表示离水冷端距离9mm处的硬度为50HRC 采用一定尺寸大小的圆柱形试样淬入水、油或其它冷却介质中,然后切割试样,沿截面直径从表至里测其硬度值,根据硬度值画出“表面-中心-表面”的硬度分布曲线 U形曲线 方法名称 3.2.3 钢材的淬火冷却 (1)钢材的淬透性表示方法 表37 钢材的淬透性表示方法 U形曲线法
采用一系列不同直径大小的圆形钢棒在水、油或其它冷却介质中淬火,然后逐个测定硬度,确定完全淬透的截面直径,用影线图标示如下:采用一系列不同直径大小的圆形钢棒在水、油或其它冷却介质中淬火,然后逐个测定硬度,确定完全淬透的截面直径,用影线图标示如下: Dc—在某一冷却介质中淬火后能获得完全淬透的最大截面直径 例:Dc水=37.5mm,表示这种钢在水中淬火的临界直径为37.5mm 理想临界直径计算法 通过 钢材的化学成分和本质晶粒度来计算其淬透性 DI=DIc×FSi×FMn×FCr×FMo×…… 式中: DI—理想临界直径(mm) DIc—碳钢在不同含碳量及晶粒度时的理想临界直径(mm) FSi—合金元素Si一定含量时的淬透性系数(FMn、FCr……意 义相同) DI—某一钢材在冷却速度为无穷大的冷却介质中淬火后,其钢材中心部分获得50%马氏体组织时的最大直径 临界直径法
淬 火 剂 在下列温度区间的最高冷却速度/(℃/s) 以20℃水为标准的相对冷却强度H 650~550℃ 300℃ 650~550℃ 300℃ 20℃的水 240 85 1.00 1.00 40℃的水 190 85 0.79 1.00 60℃的水 130 70 0.54 0.82 普通淬火油 45 5 0.19 0.06 中速淬火油 71 6 0.30 0.07 高速淬火油 96 9 0.40 0.11 30℃的5%PAG类水溶液 165 80 0.69 0.94 30℃的10%PAG类水溶液 145 45 0.60 0.53 30℃的15%PAG类水溶液 125 30 0.52 0.35 表38 钢在各种常用淬火剂中的冷却速度和冷却强度 注:1. 本数据是采用ISO9950:1995规定方法测定的。 2.冷却状态为静态、无搅拌。 3.水的数据为郑州机械研究所测定,其余数据为引用。
影 响 因 素 影 响 倾 向 介质本身物理性质的影响 比热容 当介质的比热容愈大,单位质量所吸收的热量愈多,介质的冷却能力也就愈强。 传热系数 介质的传热系数越大时,其冷却能力也就越强烈 粘 度 介质粘质愈大,流动性就愈差,对流传热能力就愈差,其冷却能力就愈弱。 汽化热 介质的汽化热值越大,热负荷越大,在淬火冷却过程中介质的特性温度则越高,其冷却能力也就越强。 蒸汽压 蒸汽压愈低,传热系数愈大,其带走工件的热量也愈多,则冷却能力愈强。 添加剂的影响 添加剂 为了改善淬火介质的冷却性能,加入添加剂,以提高蒸气膜稳定性,降低淬火介质冷却能力或以降低蒸气膜稳定性,提高淬火介质冷却能力。 外界因素的影响 温 度 水及水溶性介质,通常是随介质温度的升高,冷却能力急剧下降。油类介质,由于温度升高改善了介质流动性,使工件冷却均匀性得到提高,畸变减小。 冷却条件 搅动提高了介质的冷却能力,特别是缩短了蒸汽膜阶段的持续时间。适当均匀的搅动可提高工件表面的均匀性,对于提高硬度、硬度的均匀性、减小畸变及开裂倾向均有一定效果。关于冷却条件对冷却强度的影响见表40。 表39 影响淬火介质冷却能力的因素
冷却状态 冷 却 强 度 H 空 气 油 水 食盐水 静 止 0.02 0.25~0.30 0.90~1.0 2 轻微搅动 - 0.30~0.35 1.0~1.1 2~2.2 缓慢搅动 - 0.35~0.40 1.2~1.3 - 中等搅动 - 0.40~0.50 1.4~1.5 - 强烈搅动 0.05 0.50~0.80 1.6~2.0 - 激烈搅动 - 0.80~1.10 4 5 端淬喷水 - - 2.5 - 表40 冷却条件对冷却强度的影响
齿轮名称 齿轮名称 功率800~2000kW 硬度HBS 功率≥4000kW 热 处 理 一级小齿轮 硬度HBS 285~321 热 处 理 硬度HBS 调 质 热 处 理 一级大齿轮 一级小齿轮 495(HBW) 217~262 渗 碳 321 调 质 二级小齿轮 一级大齿轮 302 331~363 调 质 269 二级大齿轮 二级小齿轮 495(HBW) 285~321 渗 碳 321 二级大齿轮 302 调 质 269 3.3 齿轮的调质 3.3.1 调质齿轮副的硬度选配 调质齿轮的硬度选配要合适。表41和表42是水泥工业大型磨机减速器齿轮副硬度选配的两个例子。 表43是常用减速器齿轮副的硬度选配方案,可供参考。 表41 大型磨机减速器齿轮副硬度选配(一) 表42 大型磨机减速器齿轮副硬度选配(二)
齿轮硬度 齿轮种类 热处理 齿轮工作齿面 硬度差 工作齿面硬度举例 小齿轮 大齿轮 小齿轮 大齿轮 软齿面 (HBS≤350) 直齿 调质 正火 调质 (HBS1)min-(HBS2)max ≥(20~25)① 262~293HBS 269~302HBS 179~212HBS 201~229HBS 斜齿及 人字齿 调质 正火 调质 (HBS1)min-(HBS2)max ≥(40~50) 241~269HBS 262~293HBS 269~302HBS 163~192HBS 179~212HBS 201~229HBS 软、硬齿面组合 (HBS1>350, HBS2≤350) 斜齿及 人字齿 表面 淬火 调质 齿面硬度差很大 45~50HRC 269~302HBS 201~229HBS 渗氮 渗碳 调质 56~62HRC 269~302HBS 201~229HBS 硬齿面 (HBS≥350) 直齿、斜齿及人字齿 表面淬火 齿面硬度大致相同 45~50HRC 渗氮 渗碳 渗碳 56~62HRC 表43 各类齿轮副的硬度选配方案 ① HBS1和HBS2分别表示小齿轮和大齿轮的硬度
3.3.2 齿轮钢材调质硬度的确定 调质齿轮淬火后的最低硬度主要决定于所要求的强度,并考虑具有足够的韧性。齿轮所需强度越高,相应其硬度也就要求越高,因此淬火时马氏体转变就应当越完全。这种关系由图20表示。图中影线重叠区具有较高的韧性。 图20 要求的最低硬度与调质钢强度之间的关系
相对硬度值的大小对调质钢的强度、塑性和韧性有影响,特别是在高强度时这种影响就显得更大,图21给出了这种关系。相对硬度值的大小对调质钢的强度、塑性和韧性有影响,特别是在高强度时这种影响就显得更大,图21给出了这种关系。 图21 相对淬火硬度对力学性能的影响
步 求 作 方 法 步 骤 参 考 图 已知: 求 钢材42CrMo,直径120mm 油淬后截面的硬度分布 步骤 1 利用右图在纵坐标120mm处向右作平行于横坐标的直线,与各曲线相交;通过各交点作横坐标的垂线,得出不同直径处油淬后与末端淬火法中至水冷端距离的关系 3.3.3 齿轮钢材的调质深度 表44 已知钢材及圆棒直径求截面硬度分布的方法
步 骤 2 利用右图42CrMo钢的淬透性曲线(图a)查出相应的硬度值 a)42CrMo钢的淬透性曲线 圆棒自表面 至心部距离 /mm 相应于至水 冷端距离 /mm 相应硬度值 HRC 0 5 10 15 20 25 30 35 40 45 15 21 26 31 35 37 42 47 48 52 50 47 44 42 41 40 39 38 38 38 3 作出硬度分布曲线(图b) b)硬度分布曲线 已知钢材及尺寸大小求截面硬度分布,其求法如下: a. 圆棒钢材的求法 方法及步骤见表44。
Ⅰ Ⅱ Ⅲ Ⅳ Ⅴ Ⅵ Ⅶ c<s c<s c.齿轮毛坯的求法 齿轮毛坯件调质后截面硬度的分布求法,其关键是截面尺寸的确定。实际使用中可根据各种齿轮的结构特点归并为圆形截面和板状截面两种,然后再按上述两种截面的硬度分布求法来求作。表45列举了7种典型结构齿轮截面尺寸的确定方法,可供参考。 表45 典型结构齿轮截面尺寸确定法
3.3.4 调质齿轮钢材的选择 图23 根据端淬试样的硬度分布求大直径 图24 开齿调质齿轮的轮齿硬度分布 圆截面棒料硬度分布图
各种钢组的淬透性带 标 准 钢 号 化 学 成 分 (%) 德国 DIN 法国 AFNOR 英国 BS970 美国 AISI /SAE 中国① GB C Mn Si P*) S Cr Ni Mo A3 A3 A3 A2 A2 A2 A1 A1 A1 St 70 C 60 Ck 60 St 60 C 45 Ck 45 St 50 C 35 Ck 35 C60 d C60 e (x)C60 f C45 d C45 e (x)C45 f C35 d C35 e (x)C35 f (En9) (En9K) (En8) (En8K) (En6) (En6K) 1063 1044 1034 60 45 35 ≈0.50 0.57~0.65 0.57~0.65 ≈0.40 0.42~0.50 0.42~0.50 ≈0.30 0.32~0.40 0.32~0.40 - 0.50~0.80 0.50~0.80 - 0.50~0.80 0.50~0.80 - 0.50~0.80 0.50~0.80 - 0.15~0.35 0.15~0.35 - 0.15~0.35 0.15~0.35 - 0.15~0.35 0.15~0.35 d e d e f d e f B2 B1 B2 B1 B1 B3 B2 B3 B2 37MnSi5 38MnSi4 36Mn5 En8 En8K En12 En15 1335 1345 35SiMn 35Mn2 40Mn 45Mn2 0.33~0.41 0.34~0.42 0.32~0.40 0.35~0.45 0.35~0.45 0.30~0.45 0.33~0.38 0.43~0.48 0.30~0.40 1.1~1.4 0.9~1.2 0.6~1.6 0.6~1.0 0.6~1.0 max.1.5 1.6~1.9 1.6~1.9 1.3~1.7 1.1~1.4 0.7~0.9 0.05~0.35 0.05~0.35 0.05~0.35 0.05~0.35 0.2~0.35 0.2~0.35 0.1~0.35 f f f d,e e e d,e d,e d,e 0.6~1.0 3.3.6 常用调质齿轮钢材的分类 表46是常用调质钢材的淬透性和化学成分,并按钢材淬透性的大小分成6类。各类钢材推荐的应用范围可参考表47。 表46 调质钢的淬透性和化学成分(质量分数)
各种钢组的淬透性带 标 准 钢 号 化 学 成 分 (%) 德国 DIN 法国 AFNOR 英国 BS970 美国 AISI /SAE 中国① GB/YB C Mn Si P*) S Cr Ni Mo C1 C3 C1 C3 C2 C2 C1 C2 C2 C3 C3 C2 C1 34CrMo4 42CrMo4 36CrNiMo4 35CD4 42CD4 35NCD4 En19A En19 4135 4137 4140 4142 4145 35CrMo 42CrMo 40CrMnMo 0.32~0.37 0.38~0.45 0.32~0.38 0.39~0.45 0.35~0.45 0.35~0.45 0.33~0.38 0.35~0.40 0.38~0.43 0.40~0.45 0.43~0.48 0.32~0.40 0.32~0.38 0.5~0.8 0.5~0.8 0.6~0.8 0.6~0.8 0.5~0.8 0.5~0.8 0.7~0.9 0.7~0.9 0.75~1.0 0.75~1.0 0.75~1.0 0.5~0.8 0.5~0.9 0.15~0.35 0.15~0.35 <0.4 <0.4 0.1~0.35 0.1~0.35 0.2~0.35 0.2~0.35 0.2~0.35 0.2~0.35 0.2~0.35 0.15~0.35 <0.4 f,g,h f,g,h f,g,h f,g,h f f f f f f f f,g,h f,g,h 0.9~1.2 0.9~1.2 0.85~1.15 0.85~1.15 0.9~1.2 0.9~1.5 0.8~1.15 0.8~1.15 0.8~1.15 0.8~1.15 0.8~1.15 0.9~1.2 0.4~0.7 0.9~1.2 1.0~1.3 0.15~0.25 0.15~0.25 0.20~0.30 0.20~0.35 0.2~0.40 0.15~0.25 0.15~0.25 0.15~0.25 0.15~0.25 D2 D3 D2 D1 D1 D6 D3 34CrNiMo6 (42CrNiMo6) (30NiCrMo74) (37NiCrMo7) (40NiCrMo7) (40NiCrMo6) En24 En26 4347 4340 40CrNiMo 0.30~0.38 0.38~0.45 0.28~0.35 0.35~0.40 0.38~0.43 0.35~0.45 0.36~0.44 0.4~0.7 0.4~0.7 0.4~0.7 0.6~0.8 0.6~0.8 0.45~0.7 0.5~0.7 0.15~0.35 0.15~0.35 0.15~0.35 0.20~0.35 0.20~0.35 0.10~0.35 0.10~0.35 f,g,h f,g,h f,g,h f,g,h f,g,h f,g,h f,g,h 1.4~1.7 1.4~1.7 0.9~1.2 0.7~0.9 0.7~0.9 0.9~1.4 0.5~0.8 1.4~1.7 1.4~1.7 1.8~2.1 1.65~2.0 1.65~2.0 1.3~1.8 2.3~2.8 0.15~0.25 0.15~0.25 0.20~0.30 0.20~0.30 0.20~0.30 0.20~0.35 0.40~0.70
各种钢组的淬透性带 标 准 钢 号 化 学 成 分 (%) 德国 DIN 法国 AFNOR 英国 BS970 美国 AISI /SAE 中国① GB C Mn Si P*) S Cr Ni Mo E1 E3 E1 E6 E3 E1 E6 30CrNiMo8 (40CrNiMo8) 32NCD8 35NCD14 En26 En27 En28 34CrNi3Mo② 0.28~0.34 0.37~0.43 0.28~0.34 0.30~0.40 0.36~0.44 0.30~0.35 0.30~0.40 0.3~0.6 0.3~0.6 <0.5 <0.4 0.5~0.7 <0.7 <0.7 0.15~0.35 0.15~0.35 <0.4 <0.35 0.1~0.35 0.1~0.35 0.1~0.35 f,g,h f,g,h f,g,h f,g,h f,g,h f,g,h f,g,h 1.8~2.1 1.8~2.1 1.9~2.4 1.2~1.5 0.5~0.8 0.5~1.3 0.75~1.5 1.8~2.1 1.8~2.1 1.9~2.4 3.2~3.7 2.3~2.8 3.0~3.75 3.0~4.5 0.25~0.35 0.25~0.35 0.6~0.8 0.2~0.3 0.4~0.7 0.2~0.65 0.2~0.35 F2 F1 F1 F3 34NiCrMo16 30NCD16 40NCD18 En30B 0.30~0.36 0.28~0.35 0.28~0.34 0.35~0.45 0.4~0.7 0.15~0.55 0.4~0.6 0.15~0.55 0.15~0.35 0.10~0.40 0.10~0.35 0.10~0.40 g,h h h 4 1.6~2.0 1.2~1.5 1.1~1.4 1.4~1.7 3.7~4.2 3.7~4.7 3.9~4.3 4.3~4.9 0.25~0.45 0.40~0.60 0.20~0.40 0.40~0.60 3=淬透性带的上部区,左倾斜线 2=淬透性带的中部区,网格线 1=淬透性带的下部区,右倾斜线 6=淬透性带的全部阴影线区域 *) Pmax Smax S+Pmax d 0.050 0.050 0.090 e 0.040 0.040 0.070 f 0.035 0.035 0.035 g 0.030 0.030 0.055 h 0.025 0.025 0.050 注:A,B组可以用于正火态 ① 此列是作者加的,还可根据钢的淬透性曲线分别靠入各类。 ② 可用37SiMn2MoV钢代。
尺寸/mm 抗 拉 强 度 σb/(N/mm2) 588~735 686~833 784~931 882~1029 980~1127 1078~1225 1176~1323 圆棒直径 适 用 钢 组 的 淬 透 性 带 ~40 >40~80 >80~120 >120~180 >180~250 >250 A1,A2 A2 B,C1 B,C1 B,C1 B2,B3,C A3,B,C A3,B,C C C C2,C3,D C2,C3,D B2,C B3,C,D C2,C3,D C2,C3,D D D2,D3,E C C3,D D D,E D2,D3,E E C3,D D D,E E E E D D,E D2,D3,E E E E,F D D2,D3,E E E E E,F 轮辋的厚度 适 用 钢 组 的 淬 透 性 带 ~20 >20~40 >40~60 >60~90 >90~120 >120 A1 A2 A2,B B,C B,C C A2,B B,C B,C C,D C,D D C C,D C,D D D D,E C,D C,D D D D,E E D D D D,E E E D D D,E D,E E E,F D D,E E E E,F E,F 齿轮坯的厚度 适 用 钢 组 的 淬 透 性 带 ~12.5 >12.5~25 >25~50 >50~100 >100~200 >200 A1,A2 A1,A2 A2 A2,B B B A2,B B,C B,C C C C B,C C C,D C,D D D C C,D C,D D D D C,D D D D,E D,E D,E C,D D D E E,F E,F D D D,E E E,F E,F 表47 推荐的A~F组调质钢的应用范围
小 齿 轮 大 齿 轮 备 注 硬化层深度 0.2~0.4m 有关硬化层深度的确定见表50 齿面硬度 HRC 50~55 45~50或 302~401HBS 如果传动比为1∶1,大小齿轮齿面硬度可相同 表层组织 细针状马氏体 齿部不允许铁素体存在 心部硬度 HBS 经调质: 碳 钢 262~285 合金钢 270~302 对某些要求不高的齿轮(如有的开式大齿轮)可以采用正火预备热处理 3.4 齿轮的表面淬火 3.4.1 表面淬火齿轮的技术条件 (1)硬化层分布形式 齿轮表面淬火硬化层分布形式、强化效果及应用范围列于表48,以供参考。 (2)硬化层及心部技术条件 齿轮表面淬火硬化层及心部技术条件见表49,硬化层深度的确定可参考表50。 表49 表面淬火齿轮硬化层及心部的技术要求
钢中碳的质量分数(%) 硬化层终点硬度值 HV HRC 0.27~0.35 0.32~0.40 0.37~0.45 0.42~0.50 >0.50 332 392 413 461 509 35 40 42 45 48 表50 表面淬火硬化层深度的确定
硬化层分布形式 工艺方法 强 化 效 果 应 用 范 围 高频(包括超音频)淬火 中频(2.5kHz、8kHz)淬火 火焰淬火 回转加热淬火法 齿面耐磨性提高;弯曲疲劳强度没有多大影响,许用弯曲应力低于该钢材调质后的水平 处理齿轮直径由设备功率决定;齿轮宽度10~100mm;m≤5 处理齿轮直径由设备功率决定;齿宽35~150mm;个别可达400mm;m≤10 齿轮直径可到450mm;专用淬火机床m≤6,个别情况可到 m≤12 回转加热淬火法 齿面耐磨性及齿根弯曲疲劳强度都得到提高;许用弯曲应力比调质状态提高30%~50%;可部分代替渗碳齿轮 处理齿轮直径由设备功率决定;齿宽10~100mm; m≤5 处理齿轮直径由设备功率决定;齿宽35~150mm;个别可达400mm;m≤10 齿轮直径可到450mm;一般m≤6,个别情况m≤10 (齿根不淬硬) 单齿连续加热淬火法 齿面耐磨性提高;弯曲疲劳强度受一定影响(一般硬化结束于离齿根2~3mm处);许用弯曲应力低于该钢材调质后的水平 齿轮直径不受限制, m≥5 齿轮直径不受限制, m≥8 齿轮直径不受限制,m≥6 沿齿沟连续加热淬火法 齿面耐磨性及齿根弯曲疲劳强度均提高;许用弯曲应力比调质状态提高30%~50%;可部分代替渗碳齿轮 齿轮直径不受限制, m≥5 齿轮直径不受限制, m≥8 齿轮直径不受限制,m≥10 表48 齿轮表面淬火硬化层分布形式及应用范围
比较项目 渗碳淬火 感应淬火 淬火费 22.75马克 5马克 磨削费 15马克 …… 工时(渗碳、淬火、回火、校正、喷丸等) 5天 20分钟 3.4.2 齿轮感应淬火的工业应用 70年代莱比锡一次展览会上有一个齿轮渗碳淬火和感应淬火经济性的对比,见表51,所以1974年美国加工技术的评论曾预言,热处理今后的动向将是更多地采用感应淬火。 表51 渗碳淬火和感应淬火经济性的对比 在齿轮从软齿面向硬齿面技术发展过程中,感应淬火工艺的确发挥了重要作用。尤其在我国,根据行业调查,汽车、拖拉机、矿山机械齿轮及通用减速器齿轮中采用感应淬火的比重是较大的。尤其机床齿轮,竟占到齿轮总量的70%以上。但现在一些原来采用感应加热淬火的冶金矿山机械齿轮、通用减速器齿轮以及机床主传动系统齿轮都不同程度地改用渗碳淬火。似乎其发展前景并未如预测的那样发展。 产生这种情况的原因是由于:(1)机械产品升级而对齿轮提出更高性能要求之后感应淬火潜 在而本质的弱点表现出来了;(2)我国感应加热淬火技术多年来发展较缓慢难于适应新的要求。
(1)感应淬火的强度问题 感应淬火往往出现早期失效,其失效形式见图25。早期失效产生的原因如下: 图25 感应淬火齿轮的早期失效形式 1)齿面硬度偏低 齿轮表面的耐磨性和疲劳强度都与齿面硬度密切相关,根据硬度和钢材含碳量的关系,只有当含碳量达到0.6%以上才能获得高硬度水平(图26),而一般感应淬火齿轮钢材含碳量都在0.45%以下。 图26 钢淬火硬度和含碳量关系
C 切向应力/MN·m-2 400 200 0 -200 -400 -600 A B 50 100 150 200 250 半径方向深度/mm 2)硬化层与心部的过渡区薄弱 图27 冷轧工作辊切向残余应力 A-单频感应淬火 B-50Hz~250Hz双频感应淬火 C-传统整体淬火 图28 感应加热中产生的过度回火带 Ac3 Ac1 tT 表面距离
应力测量点 齿根表面 平板表面 齿节圆面 残余应力/MPa 0~98 –(300~400) –(400~500) 3)硬化层偏浅 图29 应力和强度沿层深的分布 根据藤田公明的大量实验,建立了产生剥落裂纹的力学判据。 [τyz/Hv]max≤C (C=0.055~0.065) 实际情况是,大量的应用实践都反映按通常的硬化层深度确定原则都难于克服剥落的产生。 可能的原因:① 薄弱的过渡区;② 高的残余拉应力。在载荷应力的反复作用下而产生疲劳裂纹,最终导致硬化层剥落。 4)不利的齿根残余应力 表52 曲率半径对残余应力的影响
(2)齿轮感应淬火的工艺问题 齿轮感应淬火工艺的基本任务要达到: ◎ 沿齿廓分布的硬化层 ◎ 尽可能高的表面硬度 ◎ 足够的硬化层深度 ◎ 无淬火裂纹 淬火开裂是在我国齿轮感应加热实践中遇到的最大技术难题,尤其是齿根淬火开裂。齿根容易产生淬火开裂说明齿轮在淬火冷却时此处有过大的拉应力产生。 ① 用光弹模拟齿轮单齿沿齿沟淬火得到的应力——时间曲线见图30。从图中曲线可以看出,在冷却过程中,齿面与齿根所产生的应力随着时间有不同的变化趋势。从冷却开始,很快齿根处就受到比齿面高的拉应力作用。 ② 用X射线测试了沿齿沟淬火齿轮的残余应力。试验齿轮模数26mm,材料35CrMo,硬化层深度4mm,测试结果齿面有-400Mpa左右的残余压应力,而齿根表面则大约为+70Mpa的残余拉应力。这表明齿根在冷却过程中所受的热应力是相当大的,再加上表面缺陷因素,使此处存在很大的开裂倾向。
表面应力 σ/(Mpa) 冷却时间/(s) 图30 光弹模拟齿轮单齿沿齿沟淬火应力——时间曲线
疲劳强度 国 别 沿齿廓 沿齿面 美 国 德 国 中 国 300Mpa 100% 100% 150Mpa 70% 60% (3)提高我国齿轮感应淬火技术水平的途径 1)提高工艺水平 ① 实现沿齿廓的硬化层分布 表53是沿齿廓硬化层与仅齿面分布硬化层齿轮的弯曲疲劳强度。 表53 不同硬化层分布齿轮的弯曲疲劳强度 ② 采用“一发法”感应淬火工艺 “一发法”是与单齿感应加热淬火相比较而言,整个齿轮所有的齿(包括齿根)一次完成加热淬火。“一发法”淬火可以获得良好的强度性能,图31是美国TOCCO公司的试验结果。
低频加热 热扩散 高频加热 采用“一发法”感应淬火在工艺上带来一个显著的优点就是大大改善了淬火应力分布状态。图32是光弹模拟试验的热应力条纹图。从图中看到单齿淬火显示出不对称应力分布,而且齿根应力明显高于齿面(a);相反,“一发法”感应淬火显示出应力分布的对称性很强,而且齿根和齿面的应力差也很小(b),从而减小了齿根的淬裂倾向。 图32 光弹模拟实验的热应力条纹 ③ 采用双频感应加热淬火 “一发法”感应淬火采用单频电源加热尚存在很大的局限性,因为按频率和模数关系,目前常用电源频率带200KHz~10KHz相应的最佳模数范围为2~5mm,使用面较窄,采用双频感应加热则可以扩大齿轮的模数应用范围。 双频感应加热的原理如图33所示。 图33 双频感应加热原理 (a) (b) 低频加热 热扩散 高频加热
测试部位 双频淬火 单频淬火 渗碳淬火+回火 淬硬层深/mm 表面硬度HV 淬硬层深/mm 表面硬度HV 淬硬层深/mm 表面硬度HV 齿底 0.54 740~760 0.56 740~755 0.54 700~720 齿面 0.72 745~760 齿部淬透 745~770 0.62 705~720 齿顶 1.54 740~775 4.69 770~780 0.87 710~730 圆角处 0.52 740~760 0.62 770~775 0.52 700~720 由于双频感应加热具有独特的优点,所以美国和日本的不少感应淬火公司都纷纷投入力量进行应用研究,表54、55、56是具有代表性的试验结果。双频感应淬火在美国被认为是一项技术革新。 表54 齿轮淬硬层深度及表面硬度
测试参数 双频淬火 单频淬火 渗碳淬火+回火 齿形误差平均值 3.1~3.8 2.2~3.3 4.260~4.8 齿形偏移 6~5.6 6.8~4.8 16~9.4 齿形跳动 2~2.198 2.5~3.103 5.87~4.274 齿向误差平均值 1.5~3.7 2.1~4.4 6.96~5.26 齿向偏移 3.2~4.4 4~4.4 15.2~20 齿向跳动 1.14~1.58 1.73~1.85 5.2~7.51 双频感应淬火 单频感应淬火 渗碳淬火+回火 -788 -513 -277 表55 齿轮的淬火变形情况 (μm) 表56 齿根中央表面的残余应力(MPa)
黑色区 白色区 ELEMENT WT(%) AT(%) ELEMENT WT(%) AT(%) SIK 2.08 4.05 SIK 1.82 3.56 CRK 0.30 0.32 CRK 0.72 0.73 MNK 0.57 0.57 MNK 0.71 0.70 2)改善齿轮钢材冶金质量和齿根几何形状 ① 提高钢材含碳量 在感应淬火工艺得到改善和提高的条件下,特别是采用“一发法”淬火,将原来齿轮钢材的含碳量适当提高是完全可能的,如日本小松制作所对Ф600mm、模数15mm和Ф800mm、模数17mm的70Mn钢齿轮,前苏联对含0.55~0.70%的低淬透性钢齿轮,我国太原重机厂对60CrMoV钢、模数10mm、齿数12的轴齿轮采用整体一次加热淬火都不存在淬裂倾向,而单齿沿齿沟淬火时,即使是含碳量低的多的35CrMo钢也常常在齿根产生淬火开裂。 ② 改善原始组织 表57是对一感应淬火组织的微区分析结果,从表中数据可以看到,白色和黑色腐蚀区中Cr和Mn的含量相差1.64倍,贫Cr、Mn区很容易形成非马氏体。为防止非马氏体产生,只有提高加热温度和加强冷却,这又会促使淬火裂纹产生。 表57 感应淬火组织的微区分析 黑色白色区系感应淬火试样经腐蚀后呈现的不同深浅区
③ 改善齿根几何形状,加大齿根圆角 德国和美国的齿轮专家研究了齿根圆角半径对齿根强度的影响,当圆角半径从0.076m增加到0.448m时(m-模数,mm),齿根圆角处的最大拉应力从720Mpa下降到550Mpa,降幅24%。我国第一拖拉机厂对重载汽车主动轴径加大圆角半径感应淬火后,使弯曲疲劳寿命提高10倍,同时,加大圆角半径对克服淬火裂纹也有明显的作用。 3)开发CNC淬火机床和大功率静态电源 图34是因感应器与齿轮藕合不当产生的硬化层不良分布而导致早期失效。图35是美国David&Brown热处理技术公司生产中采用的感应器与齿轮之间的间隙分配,从图中看到,齿顶间隙1.52mm,齿底仅0.89mm,要使感应器在整个淬火过程中不触及齿面,必然对机床的位置精度、运动精度及控制水平有很高的要求。 图34 不良硬化层分布(左:齿根未硬化 右:齿面硬化不均)
功率范围(kW) 国别 高频 (SIT,MOSFET) 中频 (晶闸管) 超音频 (IGBT) 国外 >1000 ~10000 >1000 国内 ~100 ~3000 ~200 轮齿 感应器 图35 感应器——齿廓藕合 发展“一发法”淬火工艺,相应要开发大功率晶体管固体电源,目前国内外情况如表58。 表58 国内外大功率固体高频电源水平对比 感应淬火工艺虽然还存在一些不足之处,但其优点仍为显著,国际上正在努力改善和提高其工艺技术水平。美国Contour Hardening Inc.认为,现代感应热处理的发展应改变传统的低频(3~10 kHz)、低功率(≤150kW)的长周期加热方法,变为采用大功率、双频、多频、多能级脉冲的短周期而精确的淬火工艺,现代电力电子技术及计算机控制技术的发展为此提供了充分的条件。
推 荐 数 据 来 源 汽车变速箱、分动箱齿轮 m<3mm t=0.6~1.0mm 3mm<m<5mm t=0.9~1.3mm m>5mm t=1.1~1.5mm 40Cr C-N共渗 t>0.2mm 我国汽车拖拉机行业 汽车驱劝桥主动及从动圆锥齿轮 ms≤5mm t=0.9~1.3mm 5mm<ms<8mm t=1.0~1.4mm ms>8mm t=1.2~1.6mm 拖拉机传动,动力齿轮 t≥0.18m 但 t≤2.1mm 40Cr C-N共渗 t=0.25~0.4mm 低合金渗碳钢 m≤4mm t=0.4~0.6mm m>4mm t=0.6~0.9mm 3.5 齿轮的渗碳(C-N共渗) 3.5.1 齿轮渗碳(C-N共渗)技术参数的确定 (1)渗层深度的确定 齿轮渗层深度大多根据模数来确定,可参见表59。 表59 渗层深度的推荐数据
续表59 推 荐 数 据 来 源 t=(0.20~0.30)m 我国大型重载齿轮 t=0.25m DIN 3990 t=0.15~0.2m 德国本茨公司 美国 AGMA t≥3.15b(两齿面接触宽度的1/2) 日本 石田 t=0.15m m≤8mm t=0.8+0.05m m>8mm 瑞士 MAAG t=(0.18~0.26)m m=6.35~1.27mm 英国 BS 美 国 Allis Charmers (工程机械齿轮) 法 国 TM公司 (“海豚”发动机齿轮) 径 节 渗层深度/mm >4.5~6.0 1.016~12.70 >3.0~4.5 .1270~1.651 >2.5~3.0 1.65~2.0321 ≤2.5 2.032~2.504 0.1375×弦齿厚,但 2.504~3.048 最深不得超过齿厚的1/6 2 3.048~3.556 模 数 渗层深度/mm 设计最大载荷 设计最小载荷 1;1.25;1.5 0.25~0.40 1.75;2;2.25 0.45~0.60 0.25~0.40 2.5;3 0.60~0.80 0.35~0.50 3.5;4 0.80~1.00 0.60~0.75
钢 材 钢材种类 20MnCr5 20MnCr5 SCM420 SCM420 SAE8620 SAE8620 SAE4320 SAE4320 SCr420 SCr420 20CrMnTi 界限含碳量(%) 界 限 含碳量 120℃/s 0.45 0.46 0.39 0.42 0.48 0.44 0.28 0.38 0.47 0.43 0.39 18℃/s 0.50 0.49 0.61 0.65 0.60 表60 界限含碳量与钢材合金成分的关系(J9) (2)有效硬化层深度的确定 ① 有效硬化层深度与渗碳层深度之间的量值关系 表61 不同冷速下的界限含碳量
介质及状态 淬火烈度(H) 界限含碳量(%) 油、静止 0.25 0.40 油、缓慢搅动 0.35 0.34 油、强烈搅动 0.60 0.30 试样直径(mm) 界限含碳量(%) ф25 0.30 ф150 0.38 表62 界限含碳量与淬火烈度的关系 表63 界限含碳量与工件大小的关系
试样截面 /mm 淬 火 冷却剂 表面硬度 (HRC) 550HV处的含碳量(%) ф30 静止油 60 0.34 ф50 静止油 60 0.40 ф70 静止油 60 0.46 ф30 静止油 55 0.38 ф50 静止油 55 0.52 ф70 静止油 55 0.62 ② 如何保证有效硬化层深度 从以上的论述知道了有效硬化层深度受多种因素影响,如何在工艺实践中保证有效硬化层深度则需要企业在各自生产条件下对其重要的典型产品通过试验建立起对应的关系。 如沈阳汽车齿轮厂通过试验得到:对ф20mm的试样,金相法和硬度法,层深相差0.27mm,对于m=2~3的齿轮硬化层深度相差0.05~0.1mm,因此可以忽略。对于大型齿轮,洛阳矿山机器厂的试验结果列于表64。 表64 20CrNi2Mo钢有效硬化层与渗碳层深度的关系
参 数 推 荐 数 值 说 明 表面C(N)的质量分数 渗碳: C 0.7%~1.0% 碳氮共渗: C 0.7%~0.9% N 0.2%~0.4% 对承载平稳,要求耐磨和主要抗麻点剥落的齿轮,碳氮含量选高限;对受冲击载荷的齿轮,碳(氮)含量选低限 心部硬度 HRC 36.5 西德 本茨公司 45 日本 丰田公司 33.5~40 意大利 菲亚特 32~40 美国Allis Charmers(工程机械齿轮) 30~40 日本(大型重载齿轮) 33~48,m≤8 29~45,m>8 我国汽车行业 30~40 大型重载齿轮 表 层组织 马 氏 体 细针状 1~5级 我国汽车行业规定 残余奥氏体 15%~30% 以硬度不低于57HRC为准 渗碳 1~5级 C-N共渗 1~5级 我国汽车行业规定 碳 化 物 常啮合齿轮 ≤5级 换档齿轮 ≤4级 我国汽车行业规定 轧机齿轮 ≤1μm (平均直径) 重机行业规定 (3)表面碳(氮)浓度及表层组织 1)渗层技术要求见表65。 表65 齿轮渗层表面碳(氮)的质量分数及表层组织的推荐数据
2)表面碳浓度 渗碳表面碳浓度对齿轮的强度性能有较大的影响,所以各种规范中提出了一个含碳量范围,但是数据比较分散,有的推荐为0.7~0.9%,有的规定为0.8~1.0%,也还有认为1.0~1.2%为好的,不过美国Allis~chamers厂的观点是可取的,即表面含碳量高于0.9%的齿轮具有较高的表面点蚀疲劳抗力,而低于0.9%时齿轮的弯曲疲劳强度和冲击抗力得到改善。对于主要用于提高表面耐磨损的齿轮,表面碳含量可到1.2%。 另外有一点常常被忽略,即渗层淬透性。试验结果表明,对多数齿轮用钢在其含碳量为0.8~0.9%时具有最高的淬透性,图36是美国的某公司提供的试验数据。 图36 渗碳钢不同含碳量的淬透性曲线
3)渗碳层的金相组织影响齿轮强度性能的渗碳层组织主要有碳化物、残余奥氏体及马氏体。 3)渗碳层的金相组织影响齿轮强度性能的渗碳层组织主要有碳化物、残余奥氏体及马氏体。 ①碳化物 图37 铬锰钛钢不同碳化物对接触疲劳的影响 1号—表面含碳量0.93%,马氏体+细点状碳化物; 2号—表面含碳量0.83%,单纯马氏体; 3号—表面含碳量1.07%,块状碳化物; 4号—表面含碳量1.07%,粗大碳化物。
碳化物级别 <4 4~6 >6 疲劳寿命(万次) 95.2 66.7 33.3 图38 碳化物对20CrMnTi钢齿轮弯曲疲劳性能的影响 1—渗碳层深1.3~1.5mm,碳化物1级 2—渗碳层深1.7~1.9mm,碳化物4级 表66 碳化物级别与疲劳寿命 综合各种试验数据可以得出结论,粗大的块状、尖角状、网状分布的碳化物对齿轮性能有显著的不利影响,一般碳化物应控制在2级以下。
Ar含量(%) <10 10~20 20~40 >40 平均疲劳寿命(万次) 70.9 104.8 51.3 24.5 ②残余奥氏体 日本大和久重雄整理了国际上各种观点的文章后得出以下的看法: a、Ar在交变应力作用下转变成马氏体,其转变量是应力的函数; b、在高应力(低循环周次)情况下,疲劳寿命随Ar的增加而提高,在低应力(高循环周次)情况下,疲劳寿命随Ar的增加而降低。因而,根据零件的实际工况不同其最佳Ar含量亦不同; c、齿轮的点蚀抗力会因轮齿的啮合率增加(压应力减小)而提高,由于Ar可以增加接触率,缓和应力集中,所以Ar的存在是有利的,其含量在10~25%最佳。 d、在负荷的作用下Ar发生塑性变形而使齿的接触状况改善,并且能维持齿轮的精度;但最好能不使Ar在应力下转变成马氏体,以免产生齿轮变形。 综合各种试验数据,对汽车渗碳齿轮其Ar含量最好控制在10~25%为宜。表67是南京汽车制造厂进行的齿轮台架试验结果,其最佳Ar含量也是在10~25% 范围。 表67 残余奥氏体含量与疲劳寿命
C-N共渗层深 (mm) 黑色组织层深 (mm) 在360MPa应力下 出现麻点的周次(N) 0.92~0.95 0 55.9×106 0.8 0.025 7.7×106 1.0~1.1 0.07~0.08 0.46×106 ③马氏体 马氏体是渗碳层的基本组织。 对马氏体组织的控制主要是马氏体针的大小。马氏体针大小与奥氏体晶粒大小密切相关,而奥氏体晶粒大小从材料来说与原始晶粒度有关,从热处理工艺来说与渗碳温度有关,因而控制马氏体针大小即要从以上两方面严格把关。 在金相观察中,马氏体针与残余奥氏体密切相关,粗大的马氏体针总是伴随关大量的残余奥氏体存在。 在齿轮的渗碳和C-N共渗中常常在表面产生非马氏体黑色组织,当其深度达到一定程度时就会对接触疲劳寿命产生不利影响,表68是一试验结果。 表68 黑色组织对接触疲劳寿命的影响
钢号 硬度(HRC) 渗层深度 (mm) 破坏时 循环次数 表面 心部 20MnTiB 20CrMnTi 30CrMnTi 60~62 60~62 60~62 41 35~37 50 1.15 1.25 0.85 58 380 34 200 21 800 (4)心部硬度 表69 渗碳齿轮心部硬度对弯曲疲劳寿命的影响 国外所进行的试验结果也表明,心部硬度存在最佳值范围,见图39,其值在35~42HRC。 关于心部硬度的测定部位,长期以来我们是在距齿顶2/3的齿高处,或轮齿中心线与齿根圆相交处,现在国际标准和我国的相关标准规定为在中齿宽处齿根30°切线的法向上,深度为5倍硬化层深的硬度;但最小深度不得小于1倍模数。这从齿轮的受力分析显然是合理的,同时还可以反映出钢材的淬透性能及热处理质量。 图39 齿根心部硬度对弯曲疲劳强度的影响