Download
1 / 5
50 likes | 131 Views
Detailed examination of the preventive cuts (Pcut) and bubble cuts (Bcut) procedures on tower trays, analyzing risk assessments, cut dimensions, and potential impacts on ladder loss. Comparison of tower0 and TowerA trays.

E N D
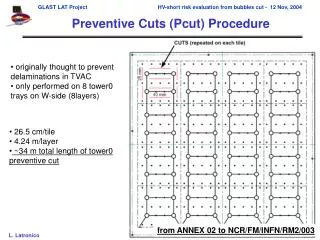
Preventive Cuts (Pcut) Procedure • originally thought to prevent delaminations in TVAC • only performed on 8 tower0 trays on W-side (8layers) • 26.5 cm/tile • 4.24 m/layer • ~34 m total length of tower0 preventive cut from ANNEX 02 to NCR/FM/INFN/RM2/003
Bubble Cuts (Bcut) Procedure Small (<2mm) cut far from bias lines (>1mm) using an edged scalpel Insulation test (OL) with an ohm-meter between tray and shield plane Used for tower0 trays and # TowerA trays Estimate of total bubble-cut for tower0 = 17layers x 2bubbles x 2mm <~ 7cm
Conclusions – risk assessment • 0 short on shield lines • 4 HV short on trays Pcut and Hand-Sanded W • 23 layers OK on HV line (6 Pcut, 15 Bcut) • 27 layers OK on shield line (8 Pcut, 17 Bcut) • all shorts due to W whiskers generated from tiles hand-sanding which entered long, deep Pcuts – such whiskers were actually observed • on towerA: • NO Pcuts • W tiles are etched and primed, therefore very flat, clean and whiskers-free • Bcuts are superficial (see procedure) • Let’s calculate anyway a conservative HV-short probability: • a HV short would cause 1 ladder loss (on tower0 trays with HV-short we disconnected HV resistors on MCM boards for all 4 ladders to avoid current flow) Prob(1ladder-loss/Bcut) = 4 / 34 m x 2mm = 0.23 10-3 , i.e. 1ladder-loss every 4250 Bcut or 1 ladder with HV-short every 2150 ladders (assuming 1 Bcut every 2 ladders)
Conclusions – schedule constraints List of available trays 3 trays without Bcut and MCM pocket deep enough to hold MCM GA flow will be slowed until new trays are available without Bcut



![[PDF] Introduction to CompTIA Advanced Security Practitioner (CASP) Exam](https://cdn4.slideserve.com/8442586/introduction-to-comptia-advanced-security-dt.jpg)