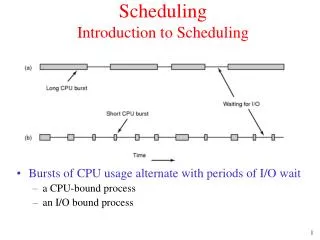
Scheduling
This section highlights the significance of key topics that are crucial in real-life scheduling scenarios. Topics covered include development of standard operation times, earned hours concept, and group technology technique for efficient scheduling. Understanding and applying these key topics are essential for effective scheduling in job shops and manufacturing environments.

Scheduling
E N D
Presentation Transcript
Scheduling CONTRIBUTION OF KEY TOPICS TO SCHEDULING
Contribution of Key Topics to Scheduling • Objective of this section is to emphasise the importance of some key topics which may become very critical in real life applications in which a schedular is involved or affected in some way or another.
Contribution of Key Topics to Scheduling • Development of “Standard Operation Times” • In this case, what we are talking about is the “standard operation time per piece” which have to be spent for a shop order of a specified part number when it is processed at a work center. • The sum of all “standard operation times per piece” in the routing of a shop order multiplied by the number of pieces on it will be equivalent to its “standard work content” in terms of man or machine hours. Shop Order F004250 Part No: A1025-22 Quantity: 10 Station 2 Op2+Op3 Std OP time per piece = 12 min Std OP time per piece = 6 min Std work content of F004250 for Station 2 = [(10x12) + (10x6)] = 180 min/ (for this mach)
Contribution of Key Topics to Scheduling • Development of “Standard Operation Times” A schedular must have information or at least an idea of “standard work content”s of shop orders to be loaded to a work center in order to come up with respective “remaining work content” values associated with each respective shop order.
Contribution of Key Topics to Scheduling • Development of “Standard Operation Times” • It is usually difficult to find such “standard times” especially in small and medium scale companies. • In large scale companies, they are usually obtained by treating the “actual operationtime”s with some factors which are found to be appropriate. • Sometimes, the operation times which are standardized in this way, are assigned to the work center itself. In such cases, it is assumed that all the part numbers passing through that specific work center will have exactly the same “standard operation time”!
PART A PART B Contribution of Key Topics to Scheduling • Development of “Standard Operation Times” • Is it acceptable to assign a standard operation time to a work center? Two parts having different sizes, different hole diameters, different number of holes and made of different materials. A Drilling work center having two different drill machines.
Contribution of Key Topics to Scheduling • Development of “Standard Operation Times” • Therefore, development of reliable “standard operation time”s is a very important subject for realistic scheduling especially in job shops. • The concept of “Earned Hours” • “Earned hours” and “remaining work content” of a shop orderare complementary values some of which is equal to its “standard work content” in terms of man or machine hours.
Contribution of Key Topics to Scheduling • The concept of “Earned Hours” • Inorder to determine the “remaining work content”, one has to know the “earned hour” value of a specific job at any point in time.
Contribution of Key Topics to Scheduling • The concept of “Earned Hours” • Determination of earned hour values in flow shops (either flow assembly work or flow fabrication work) is somewhat straight forward. • On the contrary it is difficult to make exact determinations in job shop environments. • Such environments may require additional tasks of mapping the routing of each part number in terms of manufacturing progress steps. In such a case, shop order should only follow the specified routing steps.
Contribution of Key Topics to Scheduling Start date of the shop order (job) F300300 of qty 6 for part no 456789-10 Due date of the shop order (job) • The concept of “Earned Hours” : An Example W/c 5 Work/center 1 W/c 2 W/c 3 W/c 4 Op 2 Op 1 Op 3 Op 4 Op 5 Op 6 Op 7 Work center CNC Router Press Brake Age oven Hand Form Paint forming heat treat Operation cutting bending painting drying 3 min 25 min Operation time/pc 2 min 0,5 min 1,5 min 45 min 4 min 24 min 3 min 25 min Work content 12 min 18 min 9 min 45 min when s/o is reading in a w/c, and if there is a labor charge, we can assume EH for S/o= (1/3)(wrk cont of respective w/c)+Σwrk contents of previous work centers. SampleRule 1 EH=37min EH=47min EH=100min EH=70min EH=12min when s/o is reading in a w/c, and if there is no labor charge for that w/c, EH for S/o= Σwrk contents of previous work centers. SampleRule 2 EH=36min EH=39min EH=82min EH=64min EH=0min
Contribution of Key Topics to Scheduling • The concept of “Group Technology” (GT) • GT is a technique for identifying and bringing together related or similar parts/components or machines in a production process, in order to take advantage of their similarities by making use of the benefits of flow production methods. • The question is whether GT and MRP can be integrated in shop scheduling. • Both GT and MRP are usefull in planning an control of multiproduct, small lot-sized job shops.
Contribution of Key Topics to Scheduling • The concept of “Group Technology” (GT) • However, they appear to be in conflict with respect to their individual operational characteristics; • Group Technology wants similar parts manufactured at the same time regardless of the requirement dates, • MRP wants parts to be manufactured at the scheduled times regardless of the manufacturing impact. • Inspite of the above indicated conflict, the answer for possibility of integration is “yes”.
Contribution of Key Topics to Scheduling • The concept of “Group Technology” (GT) • Especially at workstations where both the number of unique part numbers and the volume of production is high, respective parts, reardless of their position in the product structure, can be grouped by their manufacturing characteristics and by the requirement quantities for fixed intervals of time. • For such a group, most probably, the production schedule (qty and timing) will be the production schedule of the part which has the earliest due date.
Contribution of Key Topics to Scheduling • The concept of “Flow efficiency” • Measuring flow efficiency in job shop manufacturing environment will give important clues to the schedular about the shop behaviour in terms of the speed of production flow. • “Flow Efficiency is defined as the ratio of the fabrication time (touch labour time) to the cycle time” where“fabrication time, lot process delay, storage delay, and transportation delay” are its major components.
Actual labour hours per part per crew member Total cycle time the part is in the system – router queing Contribution of Key Topics to Scheduling • The concept of “Flow efficiency” Flow Efficiency = ( )*100
Contribution of Key Topics to Scheduling • The concept of “Flow efficiency” • “Factory Flow Benchmarking Report, Lean Aircraft Initiative, 1996”tells that; • There would be higher flow efficiencies with “lower lot sizes” and with “shorter distance travelled”. • The flow efficiency, at its best, will vary inversely with the lot size (Max attainable flow efficiency = 1 / lot size). • It has been detected that, there were no flow efficiencies above 2 % if the parts travelled more than 2000 feet (609.6 m).
Contribution of Key Topics to Scheduling • The concept of “Flow efficiency” • It has been found that, the process type layout had a great deal to do with the flow efficiency. Job shop layouts did not achieve above 0.1 % flow efficiencies while flow shops, cells or dedicated lines were able to achieve values as high as 18.7 % flow efficiencies. • The median values for routing queuing (mnfg approval time) ranged from 11% to 32% of the cycle time. Maximum value was 83 %. • The distances travelled by the parts found to be averaging from 2416 feet (736 mt) to 5023 feet (1531 mt).
Contribution of Key Topics to Scheduling • The concept of “Flow efficiency” • Process control steps ranged from a low of 9.3 % to a high of 81.4 % and averaged from 44 % to 55 %. The predominant process control method (at about 80 %) was process verification consisting mostly of manual inspection.”
Contribution of Key Topics to Scheduling • An analysis had been carried out at TurkishAerospace Industries in 1999, about fabricated flat sheet metal parts. This study was covering a total of 599 shop orders (4867 pieces) for which “flow efficiency” & “cycle times” were calculated. • Obtained results were as follows; Scheduled Flow Efficiency = 0.36 % Actual Flow Efficiency = 0.60 % Attainable Max Actual Flow Efficiency = 30 % Scheduled Cycle Time = 66 M-days. Actual Cycle Time = 70 M-days.
Contribution of Key Topics to Scheduling • However, there is a trap in dealing with flow efficiency values, from which a schedular must avoid. This can be better explained by the following example; • Let’s assume that, shop order F200200 is released for manufacturing of 6 pieces of part number 353535-35. • Again, let’s assume that, • Only one operator worked on the shop order at each work station it passed through. • The scheduled cycle time for shop order is 10 M-days. • The total standard work content (std touch labour) for shop order is 150 minutes. • The standard router queue time is 5 M-days. • The actual router queue time is realized as 7 M-days. • The actual cycle time for shop order is realized as 15 M-days. • The total actual touch labour for shop order is realized as 270 minutes.
Contribution of Key Topics to Scheduling • Therefore the calculation for realized flow efficiency will yield following result; FE = {[(270/6)/1]/[[(15-7)*7,5]*60]}*100 = (45/3600)*100 = 1,25% and Max FE = 1/6 = 16,7 % Where the scheduled flow efficiency for the case was as follows; FE = {[(150/6)/1]/[[(10-5)*7,5]*60]}*100 = (25/2250)*100 = 1,11 % , andMax FE has the same value of 16,7 %.
Contribution of Key Topics to Scheduling • Activity Grouping in Large Assembly Stations • In large assembly lines where the end item moves through a series of work stations, each station corresponds to a specific “work breakdown structure” (as discussed previously). • In this way, the whole end item is represented by a series of “work breakdown structure”s each of which is a subject of master scheduling. • That is, there is a separate master schedule for each “work breakdown structure” where each master schedule is sequentially dependent on the previous one in the series.
Contribution of Key Topics to Scheduling • Activity Grouping in Large Assembly Stations • For this reason they are called “scheduled work breakdown structures” (SWBS).
Contribution of Key Topics to Scheduling • Activity Grouping in Large Assembly Stations
Contribution of Key Topics to Scheduling • Activity Grouping in Large Assembly Stations • Activity grouping in such assembly lines may prove to be usefull in the operation of job shops by distributing the work load as evenly as possible through out the time. This grouping is about the grouping of the operations within an SWBS by considering their interdepencies. • Thus, it becomes possible to distribute the requirement dates of detail parts over the make span of the respective SWBS.
Contribution of Key Topics to Scheduling • Activity Grouping in Large Assembly Stations • In the current example, 14 operations of SWBSC2 are divided into three groups for which the respective requirement dates are M-Day 4500 (for 2532 pieces), M-Day 4515 (for 1365 pieces) and M-Day 4530 (for 1470 pieces) respectively. The next step to do is to treat the process times of 14 operations as follows; • First Group (6 operations) ; Process time : 45 M-days (no change). • Second Group (4 operations); Change Process times from 45 to 30. • Third Group (4 operations); Change Process times from 45 to 15. • The rest will be performed by MRP software yielding to a smoother shop order release activity and in this way, a smoother loading of shops.
Contribution of Key Topics to Scheduling • Takt Time and Cycle Time concepsts : What do they mean to a Schedular? • Both “takt time” and “cycle time” are the powerfull tools in understanding the shop floor. • Variances in the respective values may occur from period to period due to some expected or unexpected reasons such as “over loading”, “machine breakdown”, “unavailability of a tool”, “inexperienced worker”, “seasonal high or low temperatures”, or even “the announcement of raise % in monthly salaries”.
Contribution of Key Topics to Scheduling • Takt Time and Cycle Time concepsts : What do they mean to a Schedular? • In manufacturing terms, takt time is a calculated value. Itis the speed at which parts must be manufactured in order to satisfy demand. It is simple enough to calculate; • Determine the daily demand (order) volume. Lets say we have orders for 215 arm chairs per day. • Determine the number of working minutes in a day. Let's say that we have an eight-hour day, with 30 minutes for lunch and two 10-minute breaks. This means we have: (8 x 60)-30-10-10=430 minutes, or 430 minutes in a working day. • Divide the number of minutes by the number of products needed. In our current example, the calculation would be 430÷215, which equals 2. This means that one unit must be manufactured every other minute in order to meet demand. Takt time is 2 minutes.
Contribution of Key Topics to Scheduling • Takt Time and Cycle Time concepsts : What do they mean to a Schedular? • We also need to mention that there are certain points which one has to keep in mind when talking about “takt time”. These points can be clarified as follows; • “Takt time” does not consider the terms “capacity” or “hours per piece”. • Work centers for which takt time will be the measure of performance, should be arranged in a way to process “part families”. • In a production environment which is going to be monitored by takt time, the work content or product mix and part routings, should remain same as much as possible. • Again in such environments, all of the shop orders must be “workable”.
Contribution of Key Topics to Scheduling • Takt Time and Cycle Time concepsts : What do they mean to a Schedular? • The second type of time is "cycle time”. This isameasured value, not a calculated value as takt time is. In other words, you must go out to the floor, and measure the time it actually does take to manufacture the product. • When making time observations, it is important to measure both the total cycle time for each operator (how long the job takes from beginning to end), and the time of each of the component tasks that make up the cycle. Often it is possible to reassign component tasks to rebalance the operation.
Contribution of Key Topics to Scheduling • Takt Time and Cycle Time concepsts : What do they mean to a Schedular? • After making the observations, one can draw out an Operator Loading Bar Chart to graphically express what is going on in previous example. We get one arm chair every two minutes, but the six operators are working for a total of 8 minutes to do it.
Contribution of Key Topics to Scheduling • Takt Time and Cycle Time concepsts : What do they mean to a Schedular? • Again assume that, we observe enough waste in the work cycle to set a team goal for reducing the total cycle time from 8 to 6 minutes. To determine the staffing of this line, we divide the new total cycle by the takt time: 6 ÷ 2 = 3 operators. Don’t forget that, “takt time is the goal”.
Contribution of Key Topics to Scheduling • Takt Time and Cycle Time concepsts : What do they mean to a Schedular? A similar “Load Chart” can be given from a real life example of what has been achieved in assembly of flight deck panel production.