Download
1 / 64
650 likes | 901 Views
ADVANCES IN FOOD REFRIGERATION Tuan Pham School of Chemical Engineering and Industrial Chemistry University of New South Wales tuan.pham@unsw.edu.au. History of Food Refrigeration. Harrison - ice making (1860), frozen meat export (1873) China 1000BC - ice harvesting

E N D
ADVANCES IN FOOD REFRIGERATIONTuan PhamSchool of Chemical Engineering and Industrial ChemistryUniversity of New South Walestuan.pham@unsw.edu.au
History of Food Refrigeration • Harrison - ice making (1860), frozen meat export (1873) • China 1000BC - ice harvesting • Ancient Egypt - (evaporative cooling, ice making) • Prehistory - use of caves and ice
Food refrigeration is BIG Annual investment in refrigerating equipment: US$170 Annual refrigerated foodstuffs: US$1200 billion (3.5 times USA military budget) 700-1000 million household refrigerators 300 000 000 m3 of cold-storage facilities and causes big problems! Ozone-depleting effects - Montreal protocol Global-warming effects - Kyoto agreement
Plan of talk Part I: Common industrial problems - Chillers and freezers - Cold stores - Refrigerated transport - Retail display • Part II: Simulation of food refrigeration • - Temperature and moisture changes • - Quality and microbial growth • Part III: Optimisation of food refrigeration
Chillers and Freezers Chillers and freezers can be classified into air-cooled immersion spray cryogenic surface contact chillers.
Immersion and Spray Chillers/Freezers faster than air chilling, especially for small products absorption of liquid or solutes by the product, leading to undesirable appearance or other quality losses cross-contamination between products leaching of food components such as fat effluent disposal problem
Surface contact chillers/freezers Include plate chillers/freezers, mould freezers, belt chillers, scraped surface freezers High heat transfer rate (similar to immersion freezers) - only metal bw refrigerant & product No absorption of liquid No liquid effluent. Need products with flat surfaces, such as cartons Preferably thin or small products such as fish and peas. Labor intensive or need sophisticated automation.
How to have efficient cooling/freezing Freezing time Surface resistance Internal resistance • For faster cooling/freezing and higher throughput: • Reduce temperature Ta • Increase h (high air velocity, use spray/ immersion/ contact, less packaging) • Decrease product size R • Biot Number hR/k (= external/internal resistance) should be not too far from 1
Effectiveness of door protective devices • Vertical air curtain: 79% • Horizontal air curtain: 76% • Plastic strip curtain: 93% • Air + plastic strip: 91%
Vapour barrier breach • Heat bridge • Delamination • Collapse
Problems with transport vehicles & containers are same as in cold rooms, but multiplied several-fold (because of high A/V ratio and fluctuating ambient conditions)
Selection and Operation of Refrigeration Components • Reliability Food remains safe and wholesome according to specifications. • Flexibility Ability to handle different products or production rates • Capital and Operating costs
Selection and Operation of Refrigeration Components Freezers and chillers: • Extract heat within a certain time from product and other sources • Cool product uniformly • Avoid surface drying, contamination, microbial growth and other quality problems • Avoid condensation
Selection and Operation of Refrigeration Components • System must be well balanced to give optimal performance for given price. An undersized cooling coil or freezer will require oversized compressors, condensers etc.
Heat & mass transfer in irregular food • Re-circulation causes • High temperature • Moist surface • Microbial growth
Mathematical Simulation Objectives: to predict changes in • temperature at surface and centre • moisture, especially surface moisture • heat load • quality changes • microbial risks
Simulation: Overview of models • Lumped capacitance (uniform temperature) model • Tank network model • Product discretization models: - finite differences - finite elements - finite volumes • Computational fluid dynamics (CFD) model
Simulation: Tank models • Uniform temperature model • Network of tank
Accuracy of F.D. model for beef chilling weight loss (70 tests)
Accuracy of F.D. & F.E. model for beef chilling heat load (70 tests)
Accuracy of predictions by various models (based on 70 beef chilling tests)
CFD Models Can simulate the flow field outside the product (air, water, cryogen...) as well as inside Computationally expensive (fast computers, lots of memory, days of runtime) Software expensive (especially for non-U) Need lots of expertise to use properly Need lots of time for data preparation Accuracy NOT guaranteed even when all the above are satisfied!
Why is CFD so difficult? • Solve several interacting partial differential equations simultaneously (density, v, T, c, turbulence parameters) • Must discretize the object and its surrounding into tens of thousands to millions of volume elements Why is CFD not quite accurate? • Calculation of turbulence only approximate • Turbulence affects boundary layer and hence heat and mass transfer rates
CFD example: Beef chilling - model 100,000 nodes
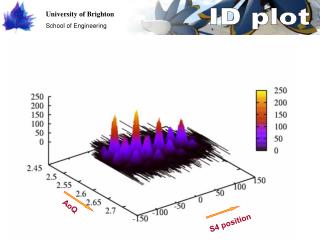
CFD model of display case: Predicted (color) vs measured (number) temperatures
Other CFD Applications • Chillers and freezers • Cold stores • Transport containers • Pasteurisation/cooling of liquid foods • Design of cooling coils, air curtains
Quality: Physical changes Weight loss, dry appearance Water absorption, bloated appearance Drip Crystal growth (ice cream) Water penetration (bakery products)
Quality: Biochemical changes Tenderness (beef, lamb) Fat rancidity flavour PSE (pale soft exudative) (pork) DFD (meat) Flavour (fish) Colour (meat) Browning, spots, freezing injury (fruit) Tissue breakdown (fruit)
Quality: Fungal & microbial changes Mildew, rot (fruit) Spoilage organisms Pathogenic organisms
Modelling microbial growth Growth Rate = Optimum rate × Temperature Inhibition Factor × Water Activity Inhibition Factor × pH Inhibition Factor × Other Inhibition Factors
Growth rate: dependence on Temperature Ratskowsky’s square root model: Zwietering model: