Closed Loop Rheometric Pumphead Training
Closed Loop Rheometric Pumphead Training. Speedline/MPM Rev E. Basic Applications Solder Paste Stencil Design Printing Basics Rheometric Pumphead Basics Overview Theory of Operation Sequence of Events. Rheometric Pumphead Setup Terminology Parameters Getting Started Platforms

Closed Loop Rheometric Pumphead Training
E N D
Presentation Transcript
Closed Loop Rheometric Pumphead Training Speedline/MPM Rev E
Basic Applications Solder Paste Stencil Design Printing Basics Rheometric Pumphead Basics Overview Theory of Operation Sequence of Events Rheometric Pumphead Setup Terminology Parameters Getting Started Platforms UP3000 AP Series UP2000 Troubleshooting Key Points Overview
Basic Applications • Stencil Printing Variables • Solder Paste • Stencil Design • Printing Basics
Solder Paste Powder Sizes Solder Alloy Powder Recommendations for Fine Pitch Technology Lead PitchMeshParticle Size > 25 mil (0.635mm) Type 3 -325/+400 25 mil (0.635mm) Type 3 -325/+400 to 500 20 mil (0.5mm) Type 3 -325/+500 16 mil (0.4mm) Type 4,3 -400/+500 12 mil (0.3mm) Type 5 -500/+625
Solder Paste Mesh Designations ASTM Mesh Opening Size Designation (um) (in) 200 69 0.0027 250 58 0.0023 325 43 0.0017 400 38 0.0015 500 30 0.0012 625 20 0.00078 325 (-325+400) 400 500 Any particles with a nominal diameter less than 1.7 mils will pass through the 325 mesh size (-325) and will the get caught in the finer mesh size (e.g. +400 or +500)
Solder Paste - Viscosity Viscosity Characteristics Application Method Viscosity Stencil Printing 400-1200 kcps Pumphead600- 1200 kcps Note: Solder Pastes with a Viscosity less than 600 Kcps may exhibit excessive bleedout
Viscosity Characteristics • Thixotropic Material - Shear thinned to working viscosity, will return to start viscosity when not used • Time duration of holding and maintaining working viscosity is very important • Examples: • Newtonian Material Water - Non- changing viscosity • Non- Newtonian Material Solder Paste - Changing viscosity
Solder Paste - Management • Solder Paste should be refrigerated when it is not being used • Never heat up Solder Paste to help it thaw • Store full Pumphead in the refrigerator when not in use • Allow Pumphead to reach room temperature prior to use
Stencils Stencil Options Chemical Etch, Laser Cut, Electroformed • Chemical Etch (80 - 85 % Release) Acid etch apertures from image Less expensive than other methods Poor release characteristics especially at smaller pitches • Laser Cut (85 - 90 % Release) Tighter tolerances / more accurate More expensive and rougher walls Should be electropolished for smoother walls Trapezoidal apertures allow for better release • Electroformed (95 % or better Release) Unlimited thickness variability Better wear characteristics Smooth, tapered aperture walls Best release characteristics >95% Special gasketing feature results in less needed wiping, less bleed through
Stencil Chemical Etch Pad Laser Cut Electroformed Stencils - Aperture Profiles Board
Stencils - BGA Apertures Square vs. Circular Apertures for micro-BGA and CSP printing 10 mil square apertures (4 mil thick stencil) Circular 10 mil diameter apertures (4 mil thick stencil) Square apertures allow for more volume and more repeatable paste deposited in the same footprint. For apertures of less than 20 mils in size, the apertures should be made square
Aspect Ratio = W / t >1.5 w Width >= 4-5 Particle Diameters t Stencils - Aperture Design Reduce aperture size by 20% to your pad size, maintain a minimum of 1.5 aspect ratio of aperture width to stencil thickness. (25mil pitch and Below) Minimum Aperture Design Guidelines: Recommended Sizes: Pitch Pad Width Aperture Stencil thickness A.R. 25 (0.635) 15 (0.38) 12 (0.3) 6 (0.15) 2.0 20 (0.5) 12 (0.3) 9 –10 (0.23 – 0.25) 5 - 6 (0.13 – 0.15) 1.7 16 (0.4) 10 (0.25) 7 - 8 (0.18 – 0.20) 5 (0.127) 1.4 12 (0.3) 8 (0.20) 5 - 6 (0.13 – 0.15) 4 - 5 (0.1 – 0.13) 1.2
Stencils - BGA Apertures For BGAs and Chip Scale Packages (CSPs) where the length of the apertures are typically equal to the width, the Area Ratio formula should be used to determine the correct aperture size The recommended ratio of the surface area of the opening to the surface area of the walls of the stencil apertures should be greater than 0.66 Pitch BGA Pad Aperture Thickness Area Ratio 60 (1.5) 32 (0.81) 30 (0.76) 6 – 8 (0.152 – 0.20) 1.25 – 0.94 50 (1.27) 25 (0.64) 22 (0.56) 6 – 8 (0.152 – 0.20) 0.92 – 0.69 32 (0.81) 18 (0.46) 16 (0.41) 5 – 6 (0.127 – 0.152) 0.80 – 0.66 25 (0.64) 15 (0.38) 13 (0.33) 4 – 5 (0.102 – 0.127) 0.81 – 0.65 20 (0.5) 12 (0.30) 10 (0.25) 4 – 5 (0.102 – 0.127) 0.63 – 0.50
h r Stencils - Through Hole When it is beneficial to use double sided reflow instead of using a solder wave for the secondary side of the board, through hole printing can be utilized The formula used to determine the aperture size is: The volume of the through hole minus the volume of the pin, all multiplied by 2 (due to the metal to flux volume ratio of the solder paste) Volume of Paste = (VThrough Hole - VPin) x 2 Volume of a Cylinder = p r2 h Note that the height or length of the pin is the amount of the pin contained within the through hole (thickness of the board). Once the necessary volume of paste is determined the aperture size must be calculated from the required stencil thickness
Stencils - Through Hole Fillet Solder Volume This is the volume of solder that forms the fillet in and around the lead. It does not include the solder in the Plated Thru-Hole. The area of the fillet is: A = 0.215 x (r x r) The location of the center of gravity for a fillet is: x = 0.2234 x r + a where “a” is the radius of the contact. The path of the fillet is a circle, therefore the: length of path = 2p x Therefore the Volume of the fillet is: V (fillet) = 0.215 (r x r) x 2p (0.2234 x r + a) Volume of Paste = (VThrough Hole - Vpin + Vfillet) x 2 Once the necessary volume of paste is determined the aperture size must be calculated from the required stencil thickness. If the aperture size is determined to be too large a percentage of hole fill may need to be applied
?% Stencils - Through Hole VPaste = (VThrough Hole - Vpin + Vfillet) x 2 VAperture= L x W x Stencil Thickness = 3.14 x r2 x Stencil Thickness Additional Volume = VPaste - VAperture. Hole Fill %= Additional Volume / VPaste The Percentage of Hole Fill required must be determined once the maximum allowable aperture size and stencil thickness is found. From the previous slide, once the Volume of Paste is found, subtract the Volume of paste by the Volume of the aperture. This is the additional volume required. For Example: Hole Diameter = 0.027” Board Thickness = 0.062” Pin Diameter = 0.018” Stencil Thickness = 0.006” Aperture Size = 0.055”x 0.055” Vpaste = 39443 mils3 Vaperture =18150 mils3 Vadditional = 21293 mils3 % Fill = 60%
Land Pattern X X A X X A Y Y X F X / 4 D F / 3 W H T L Stencils – Passive Devices Aperture Design A = L(max) / 2.4 (approx) Y = W(nom) + 0.008” X = (L(max) – A) *0.075 D = 0.8 * X F = Y - 0.002” Where: L(max) and (min) are the component Length W(nominal) is the average component Width The “Home plate” design for chips was created to assist in reducing the effect of Solderballing when using No-clean solder pastes, when too much paste is applied and too much solder is trapped beneath the part
X Print Stroke Stencils – Pumphead • No step stencils can be used • Maximum aperture opening of .250” in the “X” dimension before “webbing”
Printing Parameters • Vision Models • Snapoff Vs. On-Contact Printing • Proper Board Support • Squeegee Pressure, Downstop and Speed • Stencil Wiping, (Vacuum Wipe)
Vision Models Vision Models • Use local fiducials on Both the Stencil and the Board. Global fiducials can be disturbed from board routing and decrease accuracy • Choose fiducial across the diagonal of the board. This enables the printer to make the best angular correction • Apertures and Pads may be used but accuracy will decrease as the aperture fills with paste • Uniqueness
Vision Models Leave about 0.25” or more space around the fiducial for the 1st box. This is the actual model that the machine looks for during alignment. This must be unique in the Field of View. Make the second box (cross hair box) fit tightly around the fiducial chosen. If there are no fiducials on the stencil or board, then pads and apertures can be taught as Vision Models. These must be taught uniquely. PLCC end pads or SOIC end pads are the best to choose. To make these unique the user can box 2 pads in then move the box so that is only has the end pad contained in it then the user can choose the centroid of the pad (do not box in any traces that exist) in the second step. Fiducial Teaching Pad / Aperture Teaching
+Y 0.002” -X +X 0.002” 0.001” -Y - Y 0.001” X Offset = + 0.001” Y Offset = - 0.002” -X +X X Offset = + 0.001” Y Offset = + 0.002” +Y Applying Vision Offsets Print Offset Corrections The print offsets can be viewed 2 different ways: by looking directly at the board and by looking at the screen on the machine (typically during View Errors). When looking at the monitor on the machine it is important to remember that the Y axis is upside down. See the 2 illustrations below Looking Directly at the Printed Board Looking at the Monitor During View Errors
Snapoff vs. On Contact Printing Snapoff Vs. On-Contact Printing On Contact Printing combined with a Slow Snapoff or slow board release will yield the best results, but adds to overall cycle time On Contact Printing reduces the effect of stencil stretch Snapoff Printing may be necessary when printing at high speeds, when slow snapoff cannot be used, and when cycle time is critical Snapoff Printing may yield varying paste heights when getting closer to edges
Board Separation Slow Snapoff Issues • The separation of the paste depends upon the aspect ratio of the stencil design or rheology of the paste • If the speed of the separation is too fast for the given paste the print deposit will appear to have peaks or dog-ears • If the speed is too slow, it is possible that the induced vibration can cause slumping of the paste • The user should also make sure that the separation distance is adequate to completely remove the board from the stencil
Board Support Board Support Options • Vacuum Hold Down • Side Snugging of Board • Dedicated Fixturing • Proper support and hold down of board is a MUST for accurate printing. This prevents the board from moving and bowing while printing • Above board clamps, vacuum, side snugging – may give printing ISSUES
Board Support • Pumphead Under Stencil Support Options • Adjustable Under Stencil supports • Dedicated fixture
Force, Downstop & Speed Squeegee Force, Downstop and Speed Squeegee (Total) Force is the amount of force applied to the stencil and board from the Pumphead Squeegee Downstop is the amount of overtravel that the Pumphead travels into the stencil to allow the Pumphead to adapt to variations in the board during printing
PROHEAD PROHEAD PROHEAD PROHEAD PROHEAD PROHEAD Downstop and Force Downstop = .050” Force = 15# Downstop = .050” Force = 10# Downstop = .050” Force = 0 Downstop = 0 Force = 0 If too much force is applied the Pumphead will not float and the blade will bend too much causing the force to change throughout the stroke, possibly catching in the large apertures. If the correct Force is applied the Pumphead will float over the stencil and maintain the correct blade angle and force throughout the whole stroke. When Downstop is applied the Prohead moves down the amount of the Downstop. This allows the Downstop block to float.
Setup Parameters Trailing Edge Trailing Edge Metal Blades Poly Blades Force 1 - 1.5 lb. - Blades 1 - 2 lb. 1 - 2 lb. - Pump (0.45 - 0.91 kg) (0.45 - 0.68 kg) per linear inch (0.45 - 0.91 kg) of blade per linear inch of blade 0.070” - 0.085” Blades Downstop 0.030” - 0.075” Pump 0.055” - 0.065” (1.78 - 2.15 mm) Blades (1.4 - 1.65 mm) (0.76 -1.90 mm) Pump Speed 0.5 - 6.0 in/sec 1 - 6 in/sec (12.7 - 152 mm/sec) (25.4 - 152 mm/sec) Recommended Squeegee Parameters (Note: These numbers are Paste dependent)
Wiper Parameters Stencil Wiping / Vacuum Wiping • Paste, Stencil and Board Dependent • Good Stencil to Board Gasketing will reduce the frequency of Wiping necessary • Snap-off Printing and large apertures will increase the Wiping frequency • If aperture clogging and opens are an issue, use Vacuum Wiping Option to remove paste from apertures
Wiper Parameters Determining Wiper Frequency • Print 2-3 boards • Jog vision system out to inspect around and inside stencil apertures • Repeat this until you see excessive squeeze out which will result in bridging • Subtract 1 - 2 prints from the determined number of prints for your wipe frequency
Wiper Parameters Determine Type of Wipe Cycle • Start with default settings for a single Dry Wipe • Use vision system to verify cleanliness of stencil • If stencil is not clean, use of solvent or additional wipes may be necessary • Use vacuum wipe if unclogging apertures is necessary • Note: delays between prints may require more aggressive wipes (i.e. solvent and vacuum)
Automatic Wiper Illustration of a Dirty Stencil Note: solder paste residue bridging the gaps between the apertures and apertures clogged with paste
Automatic Wiper Stencil after a single wipe with Vacuum
RheoMetric Pumphead Basics • Overview • Theory of Operation • Sequence of Events
Overview • The Closed Loop System applies and adjusts the required pressure across the print stroke as solder paste is depleted from the Pumphead chamber. This is accomplished utilizing aTESCOM controller and Speedline/MPM customized software • The TESCOM is a precise electronic regulator, which controls the air pressure to the solder paste cartridges. Integrated with Speedline/MPM software it maintains and monitors Paste Pressure across the entire print stroke. Real time pressure readings are taken and fed back to the TESCOM every 25msec. The feedback data is analyzed and adjustments made which result in the correct pressure applied to maintain a constant Paste Pressure
Theory of Operation • Instead of paste rolling in the open air, the entire paste roll is contained inside a sealed head. The only paste that is in contact with the stencil is at the point of application. The paste roll is continuously replenished by standard solder paste cartridges that pressurize the head and provide a part of the motive force that fills the apertures. When printing, pressure and friction are applied to the bead of solder paste and it begins to roll. Paste is "pumped" into the stencil aperture of the circuit board pad, then sheared from the main body of paste by tips of the "leading" edge squeegee blades.The Variable Volume Actuators (V.V.A.) act as a pressure relief system for the paste. Prior to pressuring the chamber, the actuators will extend. At the end of the print stroke, the actuators will retract, reducing the pressure in the chamber and the paste. MPM's Rheometric Pump Print Head (patent pending), based upon proven MPM Balanced Control Head technology, allows the assembly to float along the stencil, continuously adapting to the changing topography of the printed circuit board to ensure a consistent seal with the stencil, and therefore eliminate the paste waste common with conventional squeegee printing
Theory of Operation • The Closed Loop System is used to adjust the required Paste Pressure across the print stroke as solder paste is depleted from the Pumphead chamber • This is accomplished utilizing a TESCOM controller and Speedline/MPM customized software
MPM SOFTWARE Panel Meter 0 - 25 PSI Theory of Operation 400 - 3700 Counts Main Air Input 80 - 100 PSI DUMP VALVE TESCOM Air Pressure Paste Pressure Max. Range 0 - 12.5 PSI User Access 0 - 5 PSI Paste Pressure Transducer 0 - 100 mv 0 -25 PSI Output 4 - 20 ma SIGNAL CONDITIONER Range -50 / 50 mv
Tescom Paste Pressure 400 Counts = 0% = 4ma 3700 Counts = 100% = 20ma Transducer Output Signal Conditioner Tescom Feedback 0-100 mv (0-25PSI) -50 - 50 mv 4-20 ma 400-3700 PSI mV mA Counts 0 0 12.00 2050 1 4 12.64 2182 2 8 13.28 2314 3 12 13.92 2446 4 16 14.56 2578 5 20 15.20 2710 12.5 50 20.00 3700
Controller Paste Pressure Output error = e Paste Pressure set point Pumphead Kp e _ + Ki edt Feedback = y TESCOM • The dashed line represents the TESCOM Controller. The set point (paste pressure) is input into the controller via the MPM software. The output goes to the Rheometric Pump Head solder paste cartridges. The output supplies the required air pressure to maintain the specified Paste Pressure and exhausts air if the pressure is above the setpoint. The feedback loop monitors the pressure from the transducer and feeds it back to the controller, which adjusts the output accordingly. The feedback signal represents the measured response, paste pressure. Thus, the function of the controller is to analyze the set point and the feedback to maintain the correct output. The Kp and Ki represent the proportional and Integral terms
TESCOM • The Kp term is user selectable (PID Setting) within the Speedline/MPM software. The larger the feedback deviates from the setpoint the greater the output to the Pump head. The Kp term will set the response time to the Pump head. The higher the Kp term the quicker the response. A low Kp term will result in a slower response. A slower response may affect product cycle time. With a smaller amount of solder paste being depleted from the Pump Head chamber for a SMD assembly there is no need to replenish the Pumphead as quickly as needed as compared to a mixed technology assembly. Mixed technology assemblies deplete large amounts of solder paste during the print stoke. The faster response enables the Pumphead to replenish the chamber quickly, which eliminates solder insufficients. On the flip side, a low Kp (PID Setting) may result in solder insufficients while a high Kp (PID Setting) may result in solder shorts and bleedout depending on the assembly being processed • The Ki term is hard coded in the software and can not be changed. Speedline/ MPM has performed extensive testing to determine the optimum integral setting. The Ki terms purpose is to accumulate the error over time and adjust the output accordingly
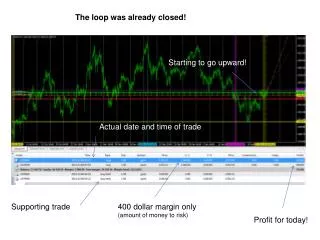
Paste Pressure Set point 3 second print delay Solder insufficients due to low pressure TESCOM • PID 1
TESCOM • PID 6 Paste Pressure Set point Solder Shorts & bleedout
TESCOM • PID 3 Constant Chamber Pressure No Print Delay Paste Pressure Set point
Sequence of Events • The print head is in position at lift height • Print mode is started • A board is loaded and aligned to Stencil Height • Print head moves to Downstop and Total Force is applied • The Rheometric Pump Actuators extend • A settling delay occurs (500 ms)
Sequence of Events • Transducer data is read • Determine if Paste Pressure is within .1 psi of set point (or above) • If YES, store Pre-Print value in SPC, and begin print stroke • If NO, air pressure is applied to solder paste cartridges, Pumphead charges to Paste Pressure,Transducer data is read and stored as Pre-Print value in SPC. Begin Print Stroke • Paste Pressure is monitored and adjusted across the entire print stroke
Sequence of Events • Paste Pressure readings are taken every 25 msec • Complete Print Stroke • Post-Print transducer data is read, and stored in SPC • Air Pressure is removed through the Dump Valve • Actuators retract • Board is lowered and released