
從前加工的問題點
從前加工的問題點. 干涉. 長. 精度差 夾持力差. 細 長. 剛 性 弱. 特殊刀具 成本較高. 加長型鑽頭. 側固式延長桿. φ D. φ D. L. φ D. L. L. l. 剛性 ー 突出量. 彈性夾頭 CTA. 立銑刀夾頭 ART. 燒結式 SLK. 刀具突出量 - 長. 刀具突出量 - 短. 燒結式. 彈性夾頭. 側固式夾頭. 高把握力. 高精度 3 μ m. L. L1. 彎曲量. 刀具徑. 圖. 剛性比. mm. mm. μ m. A. -. 5.8. 2.6 倍. φ. 6.

從前加工的問題點
E N D
Presentation Transcript
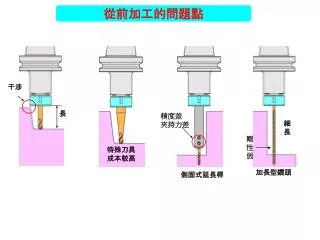
從前加工的問題點 干涉 長 精度差 夾持力差 細 長 剛性弱 特殊刀具 成本較高 加長型鑽頭 側固式延長桿
φD φD L φD L L l 剛性ー突出量 彈性夾頭 CTA 立銑刀夾頭 ART 燒結式 SLK 刀具突出量- 長 刀具突出量-短
燒結式 彈性夾頭 側固式夾頭 高把握力 高精度3μm
L L1 彎曲量 刀具徑 圖 剛性比 mm mm μm A - 5.8 2.6倍 φ 6 40 B 18 2.2 A - 6.2 1.8倍 φ 10 80 B 38 3.4 剛性的比較 圖A.彈性夾頭 圖B.燒結式 L L L1
° 5 135 CUTTING SAMPLE No1 ・刀具 R2 BALL ENDMILL ・工件硬度 HRC 40 ・切削條件 ・切削深度135 mm ・主軸轉速15000 min-1 ・進給2000 mm/min (側邊) 0.1 mm (深度) 0.3 mm 0.07mm/ flute ・加工時間18 minutes
CUTTING SAMPLE No2 ・刀具 Dia 3 DRILL WITH HOLE ・工件材質 S50C ・切削條件 ・切削深度 9 mm ・主軸轉速20000 min-1 ・進給6000 mm/min 0.3mm/ rev ・加工時間 3 分 (0.7秒/孔) Ad9 Dia3 15 60
CUTTING SAMPLE No3 ・刀具 BALL ENDMILL ・工件硬度 HRC 40 ・切削條件 ・切削深度25 mm ・主軸轉速 20000 min-1 ・進給3000mm/min (AD) 0.03 mm 0.07 mm/ flute ・加工時間30 分 40 25