
1.2 数控加工工艺系统
1.2 数控加工工艺系统. 1.2.1 数控加工工艺系统的基本组成 1 、数控机床加工工件的基本过程. 2. 数控加工工艺系统的组成. 工艺系统的概念 : 机械加工中,由机床、夹具、刀具和工件等组成的统一体,称为 工艺系统 。 数控加工工艺系统的组成 : 由数控机床、夹具、刀具和工件等组成的 如 图 1-20 :. 图 1-20 工艺系统的组成. 各组成的概念. (1)数控机床 : 采用数控技术,或者说装备了数控系统的机床,称为 数控机床 。 (2)夹具 : 在机械制造中,用以装夹工件(和引导刀具)的装置统称为 夹具 。 (3)刀具 :

1.2 数控加工工艺系统
E N D
Presentation Transcript
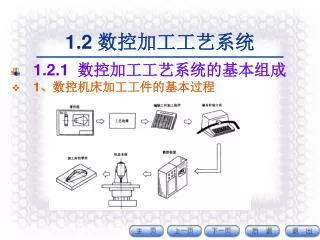
1.2 数控加工工艺系统 • 1.2.1 数控加工工艺系统的基本组成 • 1、数控机床加工工件的基本过程
2. 数控加工工艺系统的组成 • 工艺系统的概念: • 机械加工中,由机床、夹具、刀具和工件等组成的统一体,称为工艺系统。 • 数控加工工艺系统的组成: • 由数控机床、夹具、刀具和工件等组成的 如图1-20:
各组成的概念 • (1)数控机床: • 采用数控技术,或者说装备了数控系统的机床,称为数控机床 。 • (2)夹具: • 在机械制造中,用以装夹工件(和引导刀具)的装置统称为夹具。 • (3)刀具: • 金属切削刀具是现代机械加工中的重要工具。 • (4)工件: • 工件是数控加工的对象。
定位误差的计算 △D=△?±△? 误差计算公式: △D=△?,(△?=0) 当工件以平面定位时: △Y=1/2(?+?) 当工件以内孔定位时: △Y=0.707? (90°V型块定位) 当工件以外圆柱面定位时:
定位误差的计算 △D=△B±△Y 误差计算公式: △D=△B,(△Y=0) 当工件以平面定位时: △Y=1/2(D+d) 当工件以内孔定位时: △Y=0.707D (90°V型块定位) 当工件以外圆柱面定位时:
1.2.2 数控机床的主要类型 • 1.按加工方式和工艺用途分: • 按切削方式不同,可分为数控车床、数控铣床、数控钻床、数控镗床、数控磨床等。以及镗铣加工中心(简称加工中心)。还有数控电火花线切割、数控电火花成型、数控激光加工、等离子弧切割、火焰切割、数控板材成型、数控冲床、数控剪床、数控液压机等各种功能和不同种类的数控加工机床。
2.按加工路线分类: • 可以分为点位控制、直线控制和轮廓控制。 • 概念 • (1)点位控制 • 点位控制方式就是刀具与工件相对运动时,只控制从一点运动到另一点的准确性,而不考虑两点之间的运动路径和方向。
(2)直线控制 • 直线控制方式就是刀具与工件相对运动时,除控制从起点到终点的准确定位外,还要保证平行坐标轴的直线切削运动。 • (3)轮廓控制 • 轮廓控制就是刀具与工作相对运动时,能对两个或两个以上坐标轴的运动同时进行控制。
各自的适用范围 • (1)点位控制: • 多应用于数控钻床、数控冲床、数控坐标镗床和数控点焊机等。 • (2)直线控制: • 用于简易数控车床、数控铣床、数控磨床。 • (3)轮廓控制 : • 这类控制方式的数控机床有数控车床、数控铣床、数控磨床、加工中心等。
3.按可控制联动的坐标轴分类 • 概念: • 数控机床可控制联动的坐标轴,是指数控装置控制几个伺服电动机,同时驱动机床移动部件运动的坐标轴数目。 • 分类: • (1)两坐标联动 • (2 )三坐标联动 • (3)两轴半坐标联动 • (4)多坐标联动
(1)两坐标联动 数控机床能同时控制两个坐标轴联动即数控装置同时控制X和Z方向运动。图(a) (a)卧式车床
(2)三坐标联动 数控机床能同时控制三个坐标轴联动图(b)
(3)两轴半坐标联动图(c) 数控机床本身有三个坐标能作三个方向的运动,但控制装置只能同时控制两个坐标,而第三个坐标只能作等距周期移动
(4)多坐标联动图(d) 数控机床能同时控制四个以上坐标轴联动,多坐标数控机床的结构复杂、精度要求高、程序编制复杂
4.按数控装置的类型分类 • (1)硬件数控 (NC) • 主要由固化的数字逻辑电路处理数字信息 • (2)计算机数控 (CNC) • 用计算机处理数字信息的计算机数控(CNC)系统 • 5.按伺服系统有无检测装置分类 • ①开环控制数控机床 • ②闭环控制数控机床 全闭环 半闭环
6.按数控系统的功能水平分类 • ①类型: • 高级型 • 普及型 • 经济型 • ②参考评价指标包括 : • CPU性能、 • 分辨率、 • 进给速度、 • 联动轴数、 • 伺服水平、 • 通信功能、 • 人机对话界面等。
1.2.3 数控刀具的主要种类 1.数控加工刀具的种类: 常规刀具和模块化刀具两大类 模块化刀具的主要优点 : 减少换刀停机时间,提高生产加工时间; 加快换刀及安装时间,提高小批量生产的经济性;提高刀具的标准化和合理化的程度; 提高刀具的管理及柔性加工的水平; 扩大刀具的利用率,充分发挥刀具的性能; 有效地消除刀具测量工作的中断现象,可采用线外预调。 数控刀具三大系统:即车削刀具系统、钻削刀具系统和镗铣刀具系统。
数控刀具材料 • PCVD涂层刀片
常见的刀具库 可装20把刀的无臂式ATC刀具库
常见的刀具库 可装24把刀的有臂式ATC刀具库
常见的刀具库 可装32把刀的有臂式刀具库
常见的刀具库 可装60把刀的刀具库
(1)从结构上 数 控 加 工 刀 具 (2)从制造所采用的材料上 (3)从切削工艺上 (4)特殊型刀具
①整体式 可转位 不转位 焊接式 机夹式 ②镶嵌式 (1)从结构上 ③减振式 ④内冷式 复合刀具、 可逆攻螺纹刀具 ⑤特殊型式
(2)从制造所采用的材料上 ①高速钢刀具 ②硬质合金刀具 ③陶瓷刀具 ④立方氮化硼刀具 ⑤金刚石刀具
外圆、内孔、外螺纹、 内螺纹,切槽、切端面、 切端面环槽、切断 ①车削刀具 (3)从切削工艺上 小孔、短孔、深孔、 攻螺纹、铰孔 ②钻削刀具 整体式镗刀柄、 模块式镗刀柄、 镗头 从结构上 ③镗削刀具 从加工工艺要求上 粗镗刀、 精镗刀 面铣、立铣、模具铣、 三面刃铣 、键槽铣刀 、 鼓形铣刀 、成形铣刀 ④铣削刀具
带柄自紧夹头、 强力弹簧夹头刀柄、 可逆式(自动反向)攻螺纹夹头刀柄、 增速夹头刀柄、 复合刀具和接杆类 (4)特殊型刀具
2. 数控加工刀具的特点 • 数控加工刀具与普通金属切削刀具相比特点: • ●刀片及刀柄高度的通用化、规格化、系列化。 • ●刀片或刀具的耐用度及经济寿命指标的合理化。 • ●刀具或刀片几何参数和切削参数的规范化、典型化。 • ●刀片或刀具材料及切削参数与被加工材料之间应相匹配。 • ●刀具应具有较高的精度。
刀具应具有较高的精度包括: • 刀具的形状精度 • 刀片及刀柄对机床主轴的相对位置精度 • 刀片及刀柄的转位及拆装的重复精度
●刀柄的强度要高、刚性及耐磨性要好。 • ●刀柄或工具系统的装机重量有限度。 • ●刀片及刀柄切入的位置和方向有要求。 • ●刀片、刀柄的定位基准及自动换刀系统要优化。 • 总的说来:数控机床上用的刀具应满足安装调整方便、刚性好、精度高、耐用度好等要求。
1.2.4 数控机床夹具的类型和特点 • 1.机床夹具的类型: • (1)按夹具的使用特点分类 • ①通用夹具 • ②专用夹具 • ③可调夹具 • ④组合夹具 • ⑤拼装夹具
夹具的组成与作用 1-夹具体 2-液压缸 3-压板 4-对刀块 5-V形架 6-圆柱销 7-定向键
①通用夹具 概念: • 已经标准化的可加工一定范围内不同工件的夹具,称为通用夹具。 特点: • 优点:适应性强,可用于装夹一定形状和尺寸范围内的各种工件 。 • 缺点:夹具的精度不高,生产率也较低,且较难装夹形状复杂的工件,故一般适用于单件小批量生产中。
通用夹具的选用 三爪卡盘:用于回转工件的自动装卡 四爪单动卡盘:用于非回转体或偏心件的装卡
通用夹具的选用 平口钳分固定侧与活动侧,固定侧与底面作为定位面,活动侧用于夹紧。
通用夹具的选用 正弦平口钳,通过钳身上的孔及滑槽来改变角度,可用于斜面零件的装夹
通用夹具的选用 平口钳可选附件
②专用夹具 概念: • 专为某一工件的某道工序设计制造的夹具,称为专用夹具。 特点: • 优点:在产品相对稳定、批量较大的生产中,采用各种专用夹具,可获得较高的生产率和加工精度。 • 缺点:设计周期较长、投资较大。
专用夹具 连杆加工专用铣槽夹具结构夹具 l一夹具体;2一压板;3、7一螺母;4、5一垫圈:6一螺栓;8一弹簧;9一定位键;10一菱形销;11一圆柱销
③可调夹具 概念: • 某些元件可调整或更换,以适应多种工件加工的夹具,称为可调夹具。 分类: • ①通用可调夹具(通用范围比通用夹具更大) • ②成组夹具 (专用可调夹具 ) • 特点:对不同类型和尺寸的工件,只需调整或更换原来夹具上的个别定位元件和夹紧元件便可使用。