Revised Draft for Hydraulic and Pneumatic Actuators at HCAT Meeting - Toronto 2001
This document outlines the revised Joint Technical Program (JTP) for Hydraulic and Pneumatic Actuators discussed at the HCAT meeting held in Toronto, Canada from August 28-30, 2001. It highlights significant updates from key teleconferences, including changes to coating specifications, substrate selections, and methodological clarifications. Key areas of focus include fatigue testing, functional hydraulic testing, and corrosion testing protocols as per revised performance work statements (PWS). All recommendations emphasize adherence to stringent quality controls and testing standards.


Revised Draft for Hydraulic and Pneumatic Actuators at HCAT Meeting - Toronto 2001
E N D
Presentation Transcript
Revised Draft JTP for Hydraulic & Pneumatic ActuatorsHCAT Meeting at Toronto, CanadaNational Technical Systems / Elwin Jang / 916-392-6163August 28-30, 2001
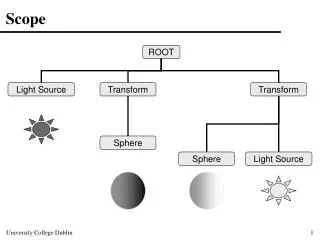
Scope • Significant Information • Teleconference on 7 Aug to discuss JTP • Coatings & Substrates • Fatigue Testing – Converted into Draft Performance Work Statement (PWS) • Functional Hydraulic Testing – Appendix B, Draft PWS • Corrosion Testing
Teleconference on 7 Aug • Recommended Changes Included • Consider Changing “Grit Blast with 54-grit Al Oxide at 60 PSI” to “54-60 Mesh Al Oxide at 40-60 PSI for Steel; Clean Ti with Acetone, Do Not Blast to Avoid Imbedding Grit & Create Stress Risers” • Need to Clarify “Deposit to Almen Number of 6-20N”; This is a Very Broad Range • Delete Specifying Quantities of Gases and HVOF Application Instructions; Replace with “Apply HVOF Coatings to Comply with QC Coating Performance Requirements.”
Coatings & Substrates • Selected HVOF Coatings - WC/Co-Cr, WC/Co, Tribaloy T-400, Cr3C2/NiCr • Also Will Test Electroless Ni on Several Piston Heads in Functional Hydraulic Testing • Selected Substrates: 4340 steel, PH15-5 SS, PH13-8 SS, HP9-4-30 steel, & Ti10-2-3 Ti • Replaced PH14-7 with PH13-8 per NAVAIR & GE/Jerry Schell recommendations
Fatigue Testing • Converted Fatigue Section in JTP into PWS • HVOF Coatings will be Ground to 2-5 Ra, Except for Tribaloy T-400 to 10-14 Ra • Only Test R = -1; Delete testing R = 0.1 • R = -1 is a more stringent test • Since we know the shape of S/N curves, full curve (4 stress levels) for uncoated specimens; only highest & lowest stresses for coated specimens (~110 & 80 ksi); Total 740
Functional Hydraulic Testing • Shamban Provided Flight Control & Utility Actuator Duty Cycles & Test Procedures • Greene Tweed Coordinated Above • Included a Piston Head in Middle of Rod Specimen • One Section of Rod Specimen Ground Finish & Another Section Superfinish for Comparison
Superfinishing • The chrome baseline test rods will be superfinished to the following surface control specifications: • Ra = 4 to 8 in • Rtm = 40 in. max • Rp = 24 in. max. • Rsk = -0.5 to –1.5 • Tp = 50 to 70% @ depth p= 0.25 Rtm
Superfinishing (cont.) • The HVOF coated test rods will be superfinished to the following surface control specifications: Ra = 2 to 5 in (10 to 14 in control specification for Tribaloy T-400) Rpk = <1.8 in. Tp = </= 85% at 4in. >/= 60% at 8in.
Functional Hydraulic Testing (cont.) • Mil-PRF-83282 Hydraulic Fluid • Mil-P-83461 Nitrile Elastomeric Seals for Withstanding 275oF • Expose Seals from –65oF to 275oF • Test Conditions • Flight Control Actuator – 6M Cycles; Dithering • Utility Actuator – 450K Cycles; Longer Strokes • Side Load –72 lbs
Corrosion Testing • Neutral Salt Fog or Sulfur Dioxide Tests • Rod Specimens • HVOF Coatings – 2-5 Ra Finish • 2 Specimens per Test • Total Number Specimens – 98