
常用弧焊电源的故障 及排除
弧焊电源精品课程. 常用弧焊电源的故障 及排除. 弧焊变压器的常见故障及排除 硅弧焊整流器的常见故障及排除 晶闸管弧焊整流器常见故障及排除 弧焊逆变器的常见故障及排除. 弧焊电源精品课程. 弧焊变压器的常见故障及排除. BX3 型弧焊变压器. 弧焊电源精品课程. 弧焊变压器常见故障及排除方法 故障现象一 弧焊变压器无空载电压,不能引弧 产生原因 1. 焊接电缆与弧焊变压器输出端接触不良 2. 弧焊变压器一、二次线圈断路,见图 1 3. 电源熔丝(保险丝)烧断 4. 焊钳和电缆接触不良 5. 地线和工件接触不良

常用弧焊电源的故障 及排除
E N D
Presentation Transcript
弧焊电源精品课程 常用弧焊电源的故障及排除 • 弧焊变压器的常见故障及排除 • 硅弧焊整流器的常见故障及排除 • 晶闸管弧焊整流器常见故障及排除 • 弧焊逆变器的常见故障及排除
弧焊电源精品课程 弧焊变压器的常见故障及排除 BX3型弧焊变压器
弧焊电源精品课程 • 弧焊变压器常见故障及排除方法 故障现象一 弧焊变压器无空载电压,不能引弧 产生原因 1.焊接电缆与弧焊变压器输出端接触不良 2.弧焊变压器一、二次线圈断路,见图1 3.电源熔丝(保险丝)烧断 4.焊钳和电缆接触不良 5.地线和工件接触不良 6.焊接电缆断线 7.电源开关损坏
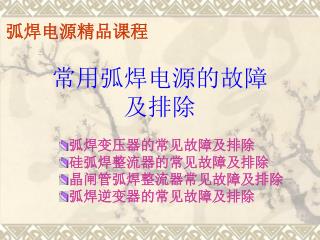
螺旋手柄 铁心 二次线圈 一次线圈 图1 BX3型弧焊变压器
弧焊电源精品课程 排除方法 1.修复连接螺栓 2.修复断路处或重新绕制 3.更换熔丝 4.使焊钳和电缆接触良好 5.使地线和工件接触良好 6.修复断线处 7.修复或更换开关
弧焊电源精品课程 故障现象二 输出电流过小 产生原因 1.焊接电缆与弧焊变压器输出端接触电阻过大 2.焊接电缆过细过长,压降太大 3.焊接电缆盘成盘状,电感大 4.地线采用临时搭接而成 5.地线与工件接触电阻过大
弧焊电源精品课程 • 排除方法 1.减小电缆长度或加大线径 2.将电缆放开,不使成盘状 3.换成正规铜质地线 4.采用地线夹头以减小接触电阻 5.使电缆和弧焊变压器输出端接触良好
弧焊电源精品课程 故障现象三 焊接电流不稳定,忽大忽小 产生原因 排除方法 1.电网电压波动 2.调节丝杆磨损 1.增大电网容量 2.更换磨损部件
弧焊电源精品课程 故障现象四 空载电压过低 产生原因 排除方法 1.输入电压接错 2.弧焊变压器二次绕组 匝间短路,见图1 1.纠正输入电压 2.修复短路处
弧焊电源精品课程 故障现象五 空载电压过高,焊接电流过大 产生原因 排除方法 1.输入电压接错 2.弧焊变压器绕组接线 搞错 1.纠正输入电压 2.纠正接线
弧焊电源精品课程 故障现象六 弧焊变压器工作状态失常(如电流大,小档互换;空载电压过高或过低;无空载电压或空载短路等) 产生原因 排除方法 弧焊变压器维修时, 将内部接线接错 纠正接线
弧焊电源精品课程 故障现象七 弧焊变压器过热,有焦糊味,内部冒烟 产生原因 排除方法 • 1.弧焊变压器过载 • 2.弧焊变压器一次或二次 • 绕组短路,见图1 • 3.一、二次绕组与铁心 • 或外壳接触,见图1 1.减小焊接电流 2.修复短路处 3.修复接触处
弧焊电源精品课程 故障现象八 弧焊变压器噪声过大 产生原因 排除方法 1.铁心叠片紧固螺栓 未旋紧 2.动、静铁心间隙过大 1.旋紧紧固螺栓 2.铁心重新叠片
弧焊电源精品课程 硅弧焊整流器常见故障及排除方法 硅弧焊整流器
弧焊电源精品课程 • 硅弧焊整流器常见故障及排除方法 • 故障现象一 焊机外壳带电 产生原因 排除方法 1.电源线误碰机壳 2.变压器、电抗器、风扇及控 制线路元件等碰机壳 3.未接安全地线或接触不良 1.检查并消除碰机壳处 2.消除碰机壳处 3.接妥接地线
弧焊电源精品课程 • 故障现象二 机壳发热 产生原因 排除方法 1.排除短路情况,次级绕组绕在线圈外层,导线上不带绝缘层,出现短路的可能性更大; 2.消除磁饱和电抗器交流绕组间隙中卡进的螺栓螺钉等金属物; 3.更换损坏的整流二极管; 4.更换二极管散热器间的绝缘材料,清除散热器上留有的螺栓螺母等金属物 1.主变压器初级绕组或次级绕组匝间短路 2.相邻的磁饱和电抗器交流绕组间相互短接,可能是卡进了金属杂物 3.一个或几个整流二极管被击穿 4.某一组(三只)整流二极管散热器相互导通,散热器之间不能相连接,如中间加的绝缘材料不好,或是散热器上留有螺母等金属物,造成短路
弧焊电源精品课程 • 故障现象三 运行时电源熔丝烧断 产生原因 排除方法 1.硅整流元件被击穿造成短路 2.电源变压器初级线圈与铁心短路 3.焊机动力线线板极因灰尘集,受 潮后将板面击穿而短路 1.更换损坏的硅整流元件 2.修复变压器,消除短路 3.更换接线板或将接线板表面碳化层刮干净
弧焊电源精品课程 • 故障现象四 焊接电源调节失灵 产生原因 排除方法 1.控制绕组短路 2.控制回路接触不良 3.控制整流回路元件 击穿 1.消除短路处 2.使接触良好 3.更换元件
弧焊电源精品课程 • 故障现象五 空载电压过低 产生原因 排除方法 1.调整电压至额定值 2.消除短路现象 3.使之接触良好 4.检查焊机地线和焊枪 线,消除短路处 1.电网电压过低 2.变压器绕组短路 3.磁力起动器接触不良 4.焊接回路有短路现象
弧焊电源精品课程 • 故障现象六 焊接电流不稳定 产生原因 排除方法 1.主回路交流接触器抖动 2.风压开关抖动 3.控制回路接触不良,工 作失常 1.消除交流接触器抖动 2.消除风压开关抖动 3.检修控制回路
弧焊电源精品课程 • 故障现象七 按下启动开关,焊机不启动 产生原因 排除方法 1.电源接线不牢或接 线脱落 2.主接触器损坏 3.主接触器触点接触 不良 1.检查电源输入处的接线是 否牢固 2.更换主接触器 3.修复接触处,使之良好接 触或更换主接触器
弧焊电源精品课程 • 故障现象八 工作中焊接电压突然降低 产生原因 排除方法 1.主回路全部或部分短路 2.整流元件击穿短路 3.控制回路断路或电位器 未整定好 1.修复线路 2.更换元件,检查保 护线路 3.检修调整控制回路
弧焊电源精品课程 • 故障现象九 风扇电机不转 产生原因 排除方法 1.熔断器熔断 2.电动机引线或绕 组断线 3.开关接触不良 1.更换熔断器 2.接妥或修复 3.使接触良好或更换 开关
弧焊电源精品课程 • 故障现象十 电表无指示 产生原因 排除方法 1.电表或相应接线短路 或断线 2.主回路故障 3.饱和电抗器和交流绕 组断线 1.修复电表及线路 2.排除故障 3.排除故障
弧焊电源精品课程 • 故障现象十一 弧焊整流器引弧困难 产生原因 排除方法 1.空载电压不正常,故障在主电路中,整流二极管断路 2.交流接触器的三个主触点有一个接触不良 1.更换已损坏的整流二极管 2.修复交流接触器,使接触良好或更换新的交流接触器
弧焊电源精品课程 • 故障现象十二 弧焊整流器电流冲击不稳定 产生原因 排除方法 1.推力电流调整不合适 2.整流元件出现短路, 交流成分过大 1.重新调整推力电流值 2.更换被击穿的硅整流 元件
弧焊电源精品课程 • 故障现象十三 弧焊整流器输出电流不稳定 产生原因 排除方法 1.焊接回路中的机外导线接触不良 2.调节电流的传动螺杆螺母磨损后配合不紧,在电磁力作用下,动线圈由一个部件移到另一个部件 1.通过外观检查或根据引弧情况来判断焊接回路的导通情况,紧固连接部位 2.查找并更换磨损的螺杆螺母
弧焊电源精品课程 晶闸管式弧焊整流器的故障排除 晶闸管式 弧焊整流器
弧焊电源精品课程 • 晶闸管弧焊整流器常见故障及排除方法 • 故障现象一 开启焊机开关,电焊机不转 产生原因 排除方法 1.开关接触不良或损坏 2.控制保险管烧坏 3.电风扇电容损坏 4.电风扇损坏 5.与电风扇的的接线未接牢或脱落 1.检修开关或更换 2.更换保险管 3.更换电容 4.检修或更换风扇 5.接牢接线处
弧焊电源精品课程 • 故障现象二 焊机内出现焦糊味 产生原因 排除方法 1.主回路部分或全部短路 2.风扇不转或风力过小 3.主回路中有晶闸管被击穿短路 1.修复线路 2.修复风扇 3.更换晶闸管
弧焊电源精品课程 • 故障现象三 接通电源,指示灯不亮 产生原因 排除方法 1.检查并接通电源更换指示灯 2.更换保险管 3.查找脱落处并接牢 1.电源无电压或缺相 指示灯损坏 2.保险管烧断 3.连接线脱落
弧焊电源精品课程 • 故障现象四 焊接、引弧推力不可调 产生原因 排除方法 1.检查电位器或更换电位器 2.更换已坏零件 3.接牢脱落处或焊牢 1.调节电位器的活动触头松动或损坏 2.控制电路板零部件损坏 3.连接线脱落、虚焊
弧焊电源精品课程 • 故障现象五 引弧困难,电压表显示空载电压为50多伏 产生原因 排除方法 1.整流二极管损坏整流变压器绕组有两相烧断 2.输出电路有断线 3.整流电路的降压电阻损坏 1.更换二极管检修变压器绕组 2.接好断线 3.更换降压电阻
弧焊电源精品课程 • 故障现象六 噪声变大、振动变大 产生原因 排除方法 1.风扇风叶碰风圈 2.风扇轴承松动或损坏 3.主回路中晶闸管不导通 4.固定箱壳或内部的某固 定件松动 5.三相输入电源中某一相 开路 1.整理风扇支架使其不碰 2.修理或更换 3.修理或更换 4.拧紧紧固件 5.调整触发脉冲,使其平衡
弧焊电源精品课程 • 故障现象七 焊机外壳带电 排除方法 产生原因 1.电源线误碰机壳 2.变压器、电抗器、电源开关及其它电器元件或接线碰箱壳 3.未接接地线或接触不良 1.检查并消除碰处 2.消除碰壳处 3.接妥接地线
弧焊电源精品课程 • 故障现象八 开启焊机开关、瞬时烧坏保险管 产生原因 排除方法 1.控制变压器绕组匝间或绕组与框架短路 2.电风扇搭壳短路 3.控制电路板零部件损坏引起短路 4.控制接线脱落引起短路 1.排除短路 2.检修电风扇 3.更换损坏零件 4.将脱线处接牢
弧焊电源精品课程 • 故障现象九 焊接电流调节失灵 产生原因 排除方法 1.三相输入电源其中一相开路 2.近、远程选择与电位器不相 对应 3.主回路晶闸管不触发或击穿 4.焊接电流调节电位器无输出电压 5.控制线路有故障 1.检查并修复之 2.使其对应 3.检查并修复之 4.检查控制线路给定 电压部分及引出线 5.检查并修复之
弧焊电源精品课程 • 故障现象十 无输出电流 产生原因 排除方法 1.熔断丝熔断 2.风扇不转或长期超载使整流器内温度过高,从而使温度继电器动作 3.温度继电器损坏 1.更换熔断丝 2.修复风扇 3.更换之
弧焊电源精品课程 • 故障现象十一 不能引弧,即无焊接电流 产生原因 排除方法 1.焊机的输出端与工件连接 不可靠 2.变压器次级线圈匝间短路 3.主回路晶闸管(6只)其 中几个不触发 4.无输出电压 1.使输出端与工件连接 2.消除短路处 3.检查控制线路触发部分及其引线 4.检查并修复之
弧焊电源精品课程 • 故障现象十二 焊接时焊接电弧不稳定,性能明显变差 产生原因 排除方法 1.线路中某处接触不良 2.滤波电抗器匝间短路 3.分流器到控制箱的两根引 线断开 4.主回路晶闸管其中一个或几 个不导通 5.三相输入电源其中一相开路 1.使接触良好 2.消除短路处 3.应重新接上 4.检查控制线路及主回路晶闸管,修复之 5.检查并修复之
弧焊电源精品课程 ZX7-400弧焊逆变器故障原因及排除方法 ZX7-400S 弧焊逆变器
弧焊电源精品课程 • ZX7-400弧焊逆变器故障原因及排除 故障现象一 一接通焊机电源低压断路器就立即断电 产生原因 排除方法 1.更换快速晶闸管(KK200A/1200V) 2.更换快恢复整流管(ZK300A/800V) 3.更换整流桥 4.更换压敏电容 5.更换控制电路 6.更换电解电容器(CD13A- F350V470μF) 1.快速晶闸管损坏 2.快恢复整流二极管损坏 3.三相整流桥损坏 4.压敏电阻损坏 5.控制电路板故障 6.电解电容器失效
弧焊电源精品课程 故障现象二一 开机后能工作,但焊接电流小且电压表 指示不在68~73V 产生原因 排除方法 1.更换电容器(C88-500V-80μF) 2.更换焊接电缆(70㎜2) 3.更换三相整流桥 4.检查用户配电板或配电柜 5.更换控制电路板 1.换相电容中某个失效 2.焊接电缆截面太小 3.三相整流桥损坏 4.三相380V电源缺相 5.控制电路板损坏
弧焊电源精品课程 故障现象三 开机后指示灯不亮,但电压表有68~73V指示,且风机运转正常,焊机能工作 产生原因 排除方法 指示灯接触不良或损坏 更换指示灯(6.3V,0.15A)
弧焊电源精品课程 故障现象四 无论怎样调节焊接工艺参数,焊接过程中都出现连续断弧 排除方法 产生原因 此故障短路点不易查找,用户无法自行排除时,应及时通知生产厂家处理 电抗器L4匝间绝缘不良,有匝间短路
弧焊电源精品课程 故障现象五 开机后指示灯不亮,风机也不转,但后面板上的空气开关仍处于闭合位置 产生原因 排除方法 1.检查电路 2.更换空气开关(C45,N32A) 1.缺相 2.空气开关损坏