Download
1 / 37
660 likes | 1.39k Views
Advanced Machining Processes. Prepared by Prof V. S. Nikam. Parts Made by Advanced Machining Processes. (a). (b).

E N D
Advanced Machining Processes Prepared by Prof V. S. Nikam
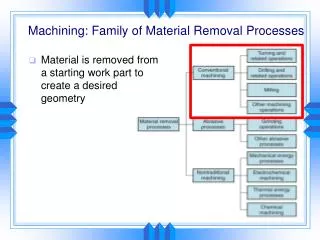
Parts Made by Advanced Machining Processes (a) (b) Figure 27.1 Examples of parts produced by advanced machining processes. (a) Samples of parts produced from waterjet cutting. (b) Turbine blade, produced by plunge EDM, in a fixture to produce the holes by EDM. Source: (a) Courtesy of Omax Corporation. (b) Courtesy of Hi-TEK Mfg., Inc.
Advanced machining processes • There are situations where conventional machining processes are not satisfactory, economical, or impossible for the following reasons: • Material is very hard and strong, or too brittle. • Workpiece is too flexible, delicate, or difficult to fixture. • Complex shapes. • Surface finish and dimensional accuracy requirements. • Temperature rise and residual stresses are not desirable. • 27.2 Chemical machining (CM) • Carried out by chemical dissolution using reagents or etchants, such as acids and alkaline solutions. • engraving metals and hard stones, in deburring, and in the production of printed-circuit boards (PCB) and microelectronic devices
Chemical Milling • In chemical milling, shallow cavities are produced on plates,sheets, forgings, and extrusions, generally for the overall reduction of weight • The procedure for chemical milling consists of the following: • if part has residual stresses from previous operations, stresses are first relieved. • degrease & clean surfaces to ensure adhesion of masking material and uniform material removal. • apply masking material. The maskant material should not react with the chemical reagent. • peel off masking that covers various regions that require etching. • exposed surfaces are etched with etchants such as NaOH for Al, solutions of HCl & HNO3 acids for steels, or FeCl3 for stainless steel. • after machining, parts should be washed to prevent further reactions with any etchant residues. • rest of masking material is removed and part is cleaned and inspected. • finishing operations • This sequence of operations can be repeated to produce stepped cavities and various contours
Chemical Milling Figure 27.3 (a) Schematic illustration of the chemical-machining process. Note that no forces or machine tools are involved in this process. (b) Stages in producing a profiled cavity by chemical machining; note the undercut.
Chemical blanking and Photochemical blanking (PCB) • typical applications: PCB, decorative panels, thin sheet metal stampings, production of complex or small shapes. • Photochemical blanking (PCB) (Photoetching) • Modification of Chemical Milling • PCB Steps are: • design of part to be blanked is prepared at a magnification of up to 100X. • a photographic -ve is made & reduced to the size of the finished part. • sheet blank is coated with a photosensitive material and is then dried in an oven. • the –ve is placed over the coated blank and exposed to UVL, which hardens the exposed areas. • the blank is developed, which dissolves the unexposed areas. • the blank is then immersed into a bath of reagent (or sprayed over it) which etches away the exposed areas. • the masking material is removed and the part is washed.
Photochemical blanking (PCB) • Process capabilities: • typical applications: fine screens, PCB, electric motor laminations, flat springs, masks for colored TV. • Skilled labor required, but tooling costs are low. • Can be automated • Economical for medium to high production volume. • Very small parts can be produced. • Effective for blanking fragile workpiece and material. • Because etchant attacks material in both vertical and horizontal directions, undercuts may develop.
Parts Made by Chemical Blanking Figure 27.5 Various parts made by chemical blanking. Note the fine detail. Source: Courtesy of Buckbee-Mears, St. Paul.
Electrochemical machining • An electrolyte acts as a current carrier, and the high rate of electrolyte movement in the tool-work piece gap washes metal ions away from the work piece. • Modifications of this process are used for turning, facing, slotting, trepanning, and profiling operations in which the electrode becomes the cutting tool. • Tool: brass, Cu, bronze and stainless steel. • a highly conductive fluid, such as an aqueous solution of sodium nitrate NaNO3. • A dc power supply in the range of 5-25V maintains current densities (20-200 A/mm2) of active machined surface. MRR 1.5 - 4 mm3 per A-min • Penetration rate of tool is proportional to current density. Figure :Schematic illustration of the electrochemical machining process.
Electrochemical machining Process capabilities: • Used to machine complex cavities in high strength materials. • Used to machine forging die cavities. • Used to produce small holes. • Burr free surface. • No thermal damage to part. • Lack of tool forces prevents distortion of part • No tool wear.
Parts Made by Electrochemical Machining Figure 27.7 Typical parts made by electrochemical machining. (a) Turbine blade made of nickel alloy of 360 HB. Note the shape of the electrode on the right. (b) Thin slots on a 4340-steel roller-bearing cage. (c) Integral airfoils on a compressor disk.
Electrochemical grinding • Combines ECM with conventional grinding. • Wheel is metal bonded with diamond or AL2O3 abrasives, and rotates at a surface speed of 1200-2000m/min. • The abrasive has 2 functions: • Insulator between wheel and work piece. • Mechanically remove electrolytic products from the working area. • Majority of metal removal in ECG is by electrolytic action, and less than 5% is removed by abrasive action of wheel. So wheel wear is minimum and the work piece remains cool. • ECG process is suitable for applications similar to those for milling, grinding, and sawing. • Not adaptable to cavity sinking operations. • Successfully applied to carbides and high strength alloys.
Electrochemical-Grinding Process Figure 27.9 (a) Schematic illustration of the electrochemical-grinding process. (b) Thin slot produced on a round nickel-alloy tube by this process.
Electrical Discharge Machining (EDM) • A shaped tool (electrode) and work piece connected to a dc power supply and placed in a dielectric fluid. • When potential difference between tool and workpiece is sufficiently high, a transient spark discharges through the fluid, removing a very small amount of metal from workpiece surface. • The capacitor discharge is repeated at rates between 50kHz & 500kHz, with voltages 50-380V and currents 0.1-500A. • The functions of the dielectric fluid: • Act as an insulator until the potential is sufficiently high • Act as a flushing medium and carry away the debris in the gap • A cooling medium.
Electrical-Discharge Machining Process Figure 27.10 (a) Schematic illustration of the electrical-discharge machining process. This is one of the most widely used machining processes, particularly for die-sinking applications. (b) Examples of cavities produced by the electrical-discharge machining process, using shaped electrodes. Two round parts (rear) are the set of dies for extruding the aluminum piece shown in front (see also Fig. 19.9b). (c) A spiral cavity produced by EDM using a slowly rotating electrode similar to a screw thread. (d) Holes in a fuel-injection nozzle made by EDM; the material is heat-treated steel. Source: (b) Courtesy of AGIE USA Ltd.
Electrical discharge machining • The gap between tool and workpiece is critical, thus downward feed of tool is controlled by a servomechanism. • Dielectric fluid: mineral oils, kerosene, distilled and deionized water. • EDM can be used on any material that is an electrical conductor. • As the melting point and the latent heat of melting increase, rate of material removal decreases. • Volume of material removed per discharge: 10-6 to 10-4 mm3. • Removal rate and surface roughness increase with increasing current density & decreasing frequency of sparks. • Electrodes: graphite, brass, Cu, Cu-tungsten alloy. • Electrodes as small as 0.1mm in diameter, and depth to hole diameter ratio of 400. • Tool wear is related to the melting points of the materials involved. • The lower the melting point, the higher the wear rate. Graphite has the highest wear resistance. Process capabilities: • Internal cavities can be produced by using a rotating electrode with a movable tip. • Metal removal rates: 2-400mm3/min. • Because of the molten and re-solidified surface structure, high rates produce a very rough surface finish with poor surface integrity and low fatigue properties.
Stepped Cavities Produced by EDM Process Figure 27.11 Stepped cavities produced with a square electrode by the EDM process. The workpiece moves in the two principle horizontal directions (x – y), and its motion is synchronized with the downward movement of the electrode to produce these cavities. Also shown is a round electrode capable of producing round or elliptical cavities. Source: Courtesy of AGIE USA Ltd.
Wire EDM • Used to cut plates as thick as 300mm, making punches, tools, and dies from hard metals. • Wire is usually made of brass, Cu, or, W. • Wire diameter: 0.3mm for rough cuts and 0.2mm for finish cuts. • Wire is used only once. • It travels at a constant velocity of 0.15-9m/min. • Cutting speed is generally given in terms of cross sectional area cut per unit time. • Examples: 18000mm2/hr for 50mm thick D2 tool steel, and 45000mm2/hr for 150mm thick Al. • these removal rates indicate a linear cutting speed of 360mm/hr, and 300mm/hr respectively.
The Wire EDM Process Figure 27.12 Schematic illustration of the wire EDM process. As many as 50 hours of machining can be performed with one reel of wire, which is then discarded.
Electrical discharge Grinding (EDG) • Grinding wheel is made of graphite or brass and contains no abrasives. • Material is removed from workpiece surface by repetitive spark discharges between the rotating wheel and the workpiece. • In sawing with EDM, a setup similar to a band or circular saw (but without teeth) is used with the same electrical circuit for EDM. Narrow cuts can be made at high rates of metal removal.
Laser Beam Machining (LBM) • Source of energy is a laser which focuses optical energy on surface of workpiece. • The highly focused, high density energy melts and evaporates portions of workpiece in a controlled manner. • No vacuum involved. • Used to machine a variety of metallic and nonmetallic materials. • The lower the reflectivity and thermal conductivity of workpiece surface and its specific heat and latent heats of melting and evaporation, the more efficient the process. • The surface produced by LBM is usually rough and has a heat-affected zone.
Laser-Beam Machining (LBM) (a) Schematic illustration of the laser-beam machining process. (b) and (c) Examples of holes produced in nonmetallic parts by LBM. (d) Cutting sheet metal with a laser beam. Source: (d) Courtesy of Rofin-Sinar, Inc.
Laser Beam Machining (LBM) Process capabilities: • Widely used for drilling and cutting metals, nonmetallic materials, ceramics, and composite materials. • Holes as small as 0.005mm, with hole depth to diameter ratios of 50. • Steel plates as thick as 32mm can be cut. • Typical applications: bleeder holes for fuel pump covers and lubricant holes in transmission hubs. • The inherent flexibility of laser cutting process, with its fiber-optic beam delivery, simple fixturing, and low setup times, and the availability of multi-kW machines and 2D and 3D computer controlled laser cutting systems are attractive features.
Electron beam machining (EBM) • Source of energy in EBM is high velocity electrons, which strike surface of workpiece and generate heat. • The machines utilize voltages in the range of 50-200KV to accelerate electrons to speed of 50-80% of the speed of light. • EBM requires vacuum. Consequently, it is used much less than laser-beam machining. • EBM can be used for very accurate cutting of a wide variety of metals. • Surface finish is better and kerf width is narrower than that for other thermal cutting processes. • The interaction of the electron beam with workpiece surface produces hazardous x-rays.
Electron-Beam Machining Process Figure 27.15 Schematic illustration of the electron-beam machining process. Unlike LBM, this process requires a vacuum, so workpiece size is limited to the size of the vacuum chamber.
Plasma Arc Cutting (PAC) • Plasma beams (ionized gas) are used to rapidly cut ferrous and nonferrous sheets and plates. • Temperatures generated are very high (9400oC in the torch for oxygen as plasma gas). • Process is fast • Kerf width is small • Surface finish is good. • Parts as thick as 150mm can be cut. • Material removal rates are much higher than those associated with EDM and LBM processes.
Plasma Arc Cutting (PAC) Illustrated Guide to Plasma Gas Selection:
Water jet machining • Water jet acts like a saw and cuts a narrow groove in the material. • Pressure level of about 400MPa is generally used for efficient operation. May reach 1400 MPa. • Jet nozzle diameters: 0.05-1mm. • Materials cut: plastics, fabrics, rubber, wood, paper, leather, brick, and composite materials. • Thickness can range up to 25mm and higher. • Advantages: • cuts can be started at any location without the need of predrilled holes. • no heat is produced, and no deflection of the rest of the workpiece takes place • little wetting of workpiece, and minimum burr • environmentally safe. http://www.omax.com/learn/how-does-waterjet-work
Water-Jet Cutting Process Figure 27.16 (a) Schematic illustration of the water-jet machining process. (b) A computer-controlled water-jet cutting machine cutting a granite plate. (c) Examples of various nonmetallic parts produced by the water-jet cutting process. (Enlarged on next slide). Source: Courtesy of Possis Corporation
Abrasive water jet machining (AWJM) • the water jet contains abrasive particles (silicon carbide or Al2O3) which increase the material removal rate above that of water jet machining. • Suitable for heat sensitive materials that can not be machined by processes in which heat is produced. • Cutting speeds: as high as 7.5m/min for reinforced plastics, but much lower for metals. • Min hole size = 3mm • Max hole depth = 25mm
Abrasive Jet Machining (AJM) • High velocity jet of dry air, N2, CO2 containing abrasive particles is aimed at the workpiece surface under controlled conditions. • Typical operations: • cutting small holes, slots in very hard or brittle metallic and nonmetallic materials. • De-burring or removing small flash from parts • trimming and beveling • removing oxides and other surface films • general cleaning of components with irregular surfaces. • Gas supply pressure: 850kPa • Abrasive jet velocity can be as high as 300m/s. • Abrasive size: 10-50 µm. • Some hazard involved because of airborne particulates.
Abrasive-Jet Machining (b) Figure 27.17 (a) Schematic illustration of the abrasive-jet machining process. (b) Examples of parts produced through abrasive-jet machining, produced in 50-mm (2-in.) thick 304 stainless steel. Source: Courtesy of OMAX Corporation.
Hybrid Machining Systems • Two or more machining processes are combined into one system to take advantage of the capabilities of each process increasing production speed and thus improving the efficiency of the operation. • Examples of such systems include combinations and integration of the following processes: • Abrasive machining and electrochemical machining • Abrasive machining and electrical discharge machining • Abrasive machining and electrochemical finishing • Water-jet cutting and Wire EDM
Hybrid Machining Systems • High-speed milling, laser ablation, as an example of integrated processes. • Machining and blasting • Electrochemical and electrical discharge machining (ECDM), also called electrochemical spark machining (ECSM). • Machining and forming processes, such as laser cutting and punching of sheet metal. • Combinations of various forming, machining, and joining processes.
Hybrid Machining Systems • The implementation of these concepts and the development of machinery and control systems present significant challenges. • Important considerations include factors such as: • The workpiece material and its manufacturing characteristics • Compatibility of processing parameters, such as speeds, sizes, forces, energies, and temperature, among the two or more processes to be integrated • Cycle times of each individual operation involved. • Possible adverse effects of the presence of various elements such as abrasives, chemicals, wear particles, chips, and contaminants on the overall operation. • Consequence of a failure in one of the stages in the system, since the operation involves sequential processes
Economics of Advanced Machining Processes • The economic production run for a particular process depends on the costs of tooling and equipment, the operating costs, the material-removal rate required, and the level of operator skill required, as well as on secondary and finishing operations. • In chemical machining (slow process), an important factor is the cost of reagents, maskants, and disposal-together with the cost of cleaning the parts. • In electrical-discharge machining (slow process), the cost of electrodes and the need to periodically replace them can be significant. • The rate of material removal and the production rate can vary significantly in these processes. • The high capital investment for machines (electrical and high-energy-beam machining has to be justified in terms of the production runs and the feasibility of manufacturing the same part by other means if at all possible.