Download

1 / 114
1.14k likes | 1.21k Views
Curso inspeccion de soldadura nivel 1

E N D
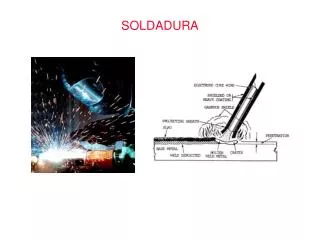
InspecciónVisual deSoldaduras QAQC INGENIERIA LTDA Relator Eduardo Contreras ASNT LVL 2
¿ Quées una“UniónSoldadade Calidad”?
Calidad... • CALIDAD:CONFORMIDADMEDIBLECON • UNAESPECIFICACIÓN • SÓLOEXISTEUNCAMINOPARA DETERMINARLA: • ¡Es decalidad! No esde calidad MEDICIÓN ESPECIFICACIÓN
Tres elementosfundamentales... 1. Personalcalificado
Tres elementosfundamentales... 2. Herramientasdemedición
Tres elementosfundamentales... • Especificaciones
¿Quéfactoresinfluencianla calidadde unauniónsoldada? • Eldiseñodela uniónsoldada • Los materialesdeconstrucción • Elprocedimientode soldadura • La maneradeaplicacióndela soldadura • Elprogramadeinspección
Muy importante... • Estos factores puedenmanifestarseencualquier etapadelaconstrucción:antes,duranteydespués dela ejecuciónmismadelcordón desoldadura • Estos factores debendemanifestarsedetalforma queseanmedibles • Lainspecciónvisual esun método utilizado para controlardeformaefectivaestas variablesalo largo de todas lasetapas delaconstrucción
¡ CAOS! ¿ Quiénes responsablede quéen una construcciónsoldada?
Los protagonistas.... • Eldueño(owner) • Eseldueñodelaestructuraa construirseolapersona designadaporélpara representarlo.Eslapersona o compañíaque ejerce propiedadlegaldelproducto oestructuraaconstruirse
Los protagonistas.... • Elingeniero • (Engineer) • Esunapersonadesignada poreldueñoquientiene la completa • responsabilidad por el • diseñoylaintegridaddela estructura. Es el • representante oficial del dueño.
Los protagonistas.... • Elcontratista • (contractor,fabricator,erector, manufacturer) • Es la persona o compañía designada tiene por el dueñoque la completa de la la estructura. responsabilidad construcción de Debe realizar su trabajo deacuerdo a lo requerido por losdocumentosdecontrato
Los protagonistas.... • Inspectordel contratista • (Contractor’sinspector) • Es la personada capacitada, que actúa por o en representacióndelcontratista, en todo lo referente a la inspección y calidad dentro los del alcance de documentosdecontrato (QCInspector:Qualitycontrol 13 inspector)
Los protagonistas... • Elinspectordeverificación • (Verificationinspector) • Eslapersonada capacitada, querepresentaaldueñooal ingeniero,entodoloreferente a lainspecciónycalidad dentrodelalcancede losdocumentos de contrato • (QAInspector:Quality • assuranceinspector)
Para el API 1104... • 3.2Definiciones: • 3.2.2Compañía(Company):Lacompañía dueñao laagenciadeingenieriaacargode laconstrucción.Lacompañíapuedeactuara travésdeuninspectoruotrorepresentante autorizado • 3.2.3Contratista (Contrsctor):Incluyeal contratistaprimarioycualquier subcontratistainvolucradoeneltrabajo cubiertoporesteestándar
La labordeun inspectores ... Comparara través de la medición,las dimensionesrealesdel producto conlas dimensionesestablecidasen laespecificación. El propósitode la inspecciónde soldadurasesdeterminarsila uniónsoldada cumplecon los criteriosde aceptaciónestablecidos en las especificaciones. 17
Las funcionesdeun inspector • Las funcionesespecificasdeuninspector sondefinidasporelempleadory son establecidasenlas especificaciones • ( ANSI/AWS QC1-96:StandardforAWS • CertificationofWeldingInspectors) • Sin embargo,debetenerlashabilidades pararealizarlassiguienteslabores: 18
Labores... • Interpretaradecuadamenteplanosy otrosdocumentos • Verificarquelos materialesbasey materialesdeaporte • estánde acuerdoa las especificaciones • Verificarqueelequipodesoldaduraseaadecuadoparael trabajo • Verificarquelos procedimientosde soldadurasean especificadosy calificadosy quelasoldaduraes realizada conformeelprocedimientoaplicable • Presenciarlaejecucióny los ensayosinvolucradosenla calificacióndelprocedimientode soldadurao supervisar estas actividadescuando searealizadapor una entidad exterior • Verificarladocumentacióncon losresultadosdela calificaciónde losprocedimientos 19
Labores... • Verificarquelos soldadoresu operadoresde soldadura • estencalificadospara eltrabajoarealizarse • Presenciarlaejecucióny los ensayosinvolucradosenla calificaciónde soldadoresu operadoresde soldadura • Verificarladocumentacióncon losresultadosdela • calificaciónde soldadoresu operadoresde soldadura • Verificarquelapreparacióndelajuntacumple conlos requerimientosestablecidosen elProcedimientode Soldadura • Verificarel adecuadomantenimientodelos materialesde • aportedeacuerdo alasrecomendacionesdelfabricante • Verificarquelatécnicay desenvolvimientodelos soldadoresseacomoestaespecificado 20 • Realizarlasexaminacionesvisualesrequeridas
Labores... • Realizarlasexaminacionesvisualesrequeridas • Verificarquelos demásensayosno destructivossean realizadosporpersonalcalificadodelamanera especificada • Realizarotrosensayosno destructivossiempreque se • cuenteconlacalificaciónespecificada • Prepararreportesclarosy concisosy verificarquelos reportesdecalificacionesde procedimientoy soldadores, controldematerialesy resultadosde examinacionessean mantenidos
Calificaciónde un Inspector... • Calificación:Conocimiento,habilidad, entrenamientoy experienciademostradas, requeridaspararealizarlaslaboresdeuna actividadespecífica • La especificacióndeterminael nivelde calificacióndel inspector
Por ejemplo... • APISTANDARD1104, WELDINGOF PIPELINES ANDRELATEDFACILITIES: • ( 8.3)El personalde inspeccióndebe ser calificadopor experienciay entrenamientopara lalaborde inspecciónque realizará.Su calificacióndebe ser aceptablepor la compañía.Documentaciónquesustente estascalificacionesdeben serretenidaspor la compañía y deben incluirpero nolimitarsea: • Educación y experiencia • Entrenamiento • Resultado de unaexaminaciónde calificación
CertificaciónAWS • La certificaciónde • inspectoresvisualesrequiere: • Documentación deexperiencia • Completarunaexaminación • satisfactoria • Testdeagudezavisual • Testdepercepciónde color • Testdeagudezade visión cercanaJaeger(J2 a12) 24
Soldadurade tubos • Partes de unajuntadebisel • Raíz delajunta(JointRoot):Partedeuna junta asersodada dondeloscomponentesse aproximenmásentresí • Superficiedel bisel(GrooveFace):Superficie dela juntaincluídaenelbisel • Superficiedelaraíz(Root Face):Porción dela Superficiedel bisel dentrodelaRaízdela junta. • Bordedelaraíz(RootEdge):Superficiede raízdeanchocero. 28
Soldadurade tubos • Partes de unajuntadebisel • Aberturaderaíz(RootOpening): La separaciónenlaRaízdela juntadelaspiezasa unirse • Chaflán (Bevel):Preparacióncon un borde angular • Ángulo dechaflán(BevelAngle): Ángulo entreelchaflándeunmiembrodelajuntayun planoperpendicular ala superficiedelmiembro • Ángulo debisel(GrooveAngle): ángulo total incluídoenelbiselentrelasdospiezas 29
Soldadurade tubos Raíz de la junta
Soldadurade tubos • Partes de unajuntadebiselterminada • Superficiedelasoldadura(WeldFace): Superficieexpuesta dela soldaduraenellado desdedondelasoldadurafue hecha • Piedela soldadura (WeldToe):Uniónentrela • SuperficiedelaSoldadura y elMetalBase • Raíz delasoldadura(WeldRoot):lospuntos, mostradosensección transversal,enloscualesla SuperficiedelaRaízintersectalascaras delas superficies delmetal
Soldadurade tubos • Partes deunajuntadebiselterminada • Superficie de laRaíz (Rootsurface):Cara expuestadelasoldaduraopuesta alladodesde dondelasoldadurafuehecha • Sobreespesor(WeldReinforcement):Metalde soldaduraenexcesoalacantidad requerida para llenaruna junta • Sobreespesorderaíz(Root Reinforcement): Sobreespesor opuestoalladodesdeelcualla soldadurafuehecha
Partesde unajuntadebisel terminada
MetalesBase • AcerosparaTuberías:Existendiversos materialesbaseutilizadosenlas construccionescontendidodetuberías: • –ASTM:A53,A106,A135,A333,A 524, • A587,ETC • –APISPECIFICATION5LSpecificationfor LinePipe:GardosA25,A,B,X42,X46,X52, X56,X60,X65,X70y X80.Existen dos niveles deespecificaciónde producto(PSL1y PSL2)condiferentesrequerimientos
MaterialesdeAporte • Electrodosdecaracterísticasespeciales: • Arcoconcentradoy estableparaelpasederaíz • Producenpocaescoria • Generalmentecelulósicos(EXX10);para gradosmayoresaX65 seusantambién electrodosdebajo hidrógeno • Especialmendiseñadosparaprogresión vertical descendente • SeencuentranespecificadosporAWSA5.1y AWS5.5
MaterialesdeAporte • Criteriobásicodeselecciónentuberíasde • acero: • –R UNIONSOLDADA>=R METALBASE • R:Resistenciaala Tracción
Soldadurade Tubos • Limpieza • Ambosmiembrosaunirsedebenestarlimpios interioryexteriormente • Sedebesacarpintura,óxido, grasas,tierraen unadistanciamínimade1pulgada desdeel finaldelchaflán • Limpiezapreviaalalineamiento
Soldadurade Tubos • Alineamientoy apuntalado • Grapasexternas conbarrasquecruzanelbisel no permitirandesarrollar unapasederaíz continuoapuntalado • Lasunionesdeapuntalamiento debentener tamañosuficienteparamanteneralos elementosjuntos • Debentener formaytamañoadecuadosparaser • incluídasenelpasederaíz • Debenpoder mantenerelalineamiento yla separaciónderaíz 41
Soldadurade Tubos Grapade alineamiento 42
Soldadurade Tubos • Alineamientoy apuntalado • Característicasdeunabuenasuniones de apuntalamiento • Entradas:Esmeriladas, delgadasalinicioy con una pendientehastaelespesorfinal • Salidas:Ojo de cerradurade tamañopequeño.Para ellousartécnicaadecuada:Cuando seestellegando al finalde laaplicacióndelcordónde apuntalamiento,incrementarlapresión enel electrodoy al mismotiempo“tirar”elelectrodo fuerade lajunta manteniendoelarrastre 43
Soldadurade Tubos • Pasederaíz(RootPass): • Se haceusandolatécnicadearrastre( cuandoseusa progresióndescendente: • Golpearel electrodoconla superficiedelbiselen la • localizacióndeliniciodelaejecución • Retirarel electrodoparaestablecerel arco • Empujarrápidamenteel electrodoen contactoconlas carasdel bisel • Arrastarel elecctrodoa lolargodela junta • Mantenerlapresióndelelectrodosobrelascarasdelbisel(el • revestimientodebedescansarsobreelbisel) • Lacorrientesedebe ajustardeformaqueun pequeño ojode cerradura( keyhole)seavisible.Eltamaño de 44 esteseráun indicativode lacalidaddelpase deraíz
Soldadurade Tubos Tamaño delojo de cerraduray su relacióncon la calidad delpase de raíz
Soldadurade Tubos Efectodelángulo de avance delelectrodoen lapenetración
Soldadurade Tubos Ubicacionesen una tubería
Soldadurade Tubos • Limpieza: Se debemejorarel contornoa • travésdeesmerilado
Soldadurade Tubos • Paseen caliente( Hot pass): • Debehacersecon suficiente calorparahacer flotaren lasuperficiecualquierescoria remanentedelpasederaíz • Esconvenienteunarápidaoscilacióno golpeteo pararemoverlaescoria • Requieremáscorrientepues debefundir elpase deraíz,las carasdelbisel yademásdebe reflotarlaescoria