Download
1 / 24
790 likes | 2.75k Views
Pharos University جامعه فاروس Faculty of Engineering كلية الهندسة Petrochemical Department قسم البتروكيماويات. LECTURE (10) NITRIC ACID PRODUCTION 1-INTRODUCTION Nitric acid is one of the oldest known chemicals.

E N D
Pharos University جامعه فاروس Faculty of Engineering كلية الهندسة Petrochemical Department قسم البتروكيماويات LECTURE (10) NITRIC ACID PRODUCTION 1-INTRODUCTION • Nitric acid is one of the oldest known chemicals. • Three methods of production of nitric acid have been developed: Acidulation of natural sodium nitrate with sulfuric acid Direct synthesis from nitrogen and oxygen Oxidation of ammonia.
3- Product Quality and Properties: • Nitric acid is a strong acid and a powerful oxidizing agent. • The concentration of commercial nitric acid destined for fertilizer production depends on the method of production and is usually in the range of 42% to 65%. such acid is known as weak acid. • Concentrated nitric acid (96%-98.5%) is used for other industrial purposes. • Anhydrous HNO3 does not normally exist in liquid form.
Nitric Acid is transparent yellow in liquid state, transparent to yellow or brown as gaseous oxides. • Highly corrosive, poisonous liquid (freezing point : -42° C, boiling point: 83° C) that will react with water or steam to produce heat and toxic, corrosive, and flammable vapors. • It is toxic and can cause severe burns. • It forms an azeotrope that has the composition 68% nitric acid and 32% water and that boils at 120.5°C.
Solutions containing over 86% nitric acid are commonly called fuming nitric acid. • White fuming nitric acid (WFNA) is similar to the anhydrous variety, and red fuming nitric acid (RFNA) has a reddish brown color from dissolved nitrogen oxides. • The nitric acid of commerce is typically a solution of 52% to 68% nitric acid in water. More concentrated solutions are available.
4- History of Nitric acid Production Process: • The acidulation of sodium nitrate was conducted commercially in Chile , ending in the early 1920s. • Direct oxidation of nitrogen by electric arc was carried out commercially beginning in 1902 in Norway using electrical energy from hydro-sources. A commercial plant was also constructed in Poland using the Moscicki process of direct oxidation in an electric arc. That plant operated until the early 1950s and was not widely applied because of its poor energy utilization.
The first patent on ammonia oxidation was issued to Khulman in 1839; in this case platinum was used as a catalyst to oxidize ammonia with air. • The ammonia-oxidation method using a platinum catalyst on a commercial scale, developed by Oswald and Brauer and first operated in Germany about 1908, is at present the principal industrial method of nitric acid production. • The catalyst used nowadays consists of a pack of platinum-rhodium gauzes, the number of gauzes depends on pressure and burner construction.
5- Raw materials for nitric Acid Production: • The anhydrous ammonia • Process air • Platinum-rhodium gauzes catalyst (The gauzes are produced nowadays by knitting thin wires, usually with a diameter of 60 or 76 μm. • Note: The anhydrous ammonia and process air used must be free from catalyst poisons, dust, and oil Platinum catalysts can be poisoned by such elements as As. Bi. P, Pb, S,Si, and Sn. Contamination by traces of Cr, Fe, or Ni may temporarily reduce conversion efficiency, but this can often be restored by treatment with hydrochloric acid or certain salts.
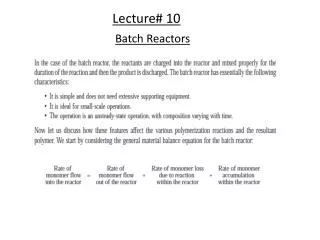
6- Nitric Acid Production Process: • The production of nitric acid takes place in 3 process steps shown by the following • main equations: • 1. Ammonia combustion 4 NH3 + 5 O2 → 4 NO + 6 H2O + 905 kJ • 2. Oxidation of the nitric oxide 2 NO + O2 → 2 NO2 + 113 kJ • 3. Absorption of the nitrogen dioxide in water 3 NO2 + H2O →2 HNO3 + NO + 116 kJ
In practice, these three process steps can be carried out in different ways, resulting in several different nitric acid processes. Modern nitric acid plants are designed according to the mono-pressure or the dual-pressure process. • The production process usually is composed of the following process units: 1. Vaporization, superheating, and filtration of anhydrous ammonia; 2. Preheating, filtration, and compression of process air; 3. Catalytic oxidation of ammonia; 4. Cooling of nitric oxide by heat exchange with various media, e.g.. process air, boiler water, tail gas.
5. Oxidation of nitric oxide to higher oxides; • 6. Absorption of nitrogen oxides in water to form nitric acid; • 7. Bleaching of acid by additional air or other means; • 8. Treatment of tail gas to reduce air pollution (and to improve total plant • efficiency); • 9. Recovery of energy in heated and compressed process gases; • 10. Recovery of catalysts for resale.
6.1 Ammonia Preparation: • The anhydrous ammonia used must be free from catalyst poisons, and the oil content must be limited to a few parts per million to avoid fouling the vaporizer and catalyst screens. • Liquid ammonia is vaporized, filtered, and superheated to eliminate any possibility of liquid droplets entering the catalyst chamber and burning holes in the screens. • Liquid ammonia filters remove solid contaminants. All particles larger than 3 mm should be eliminated. • Vaporization of the ammonia is often used to provide refrigeration for chilling the absorber
6.2. Process Air Preparation: • Process air must also be free from catalyst poisons, dust, and oil. • It is common to incorporate two-stage air filtration on the compressor air intake using a high air filtration efficiency, i.e., approximately 99.9% of all particles larger than 0.5 mm should be removed.
:6.3 Ratio of ammonia to air • The ratio of ammonia to air and the flow rate of each component must be carefully controlled to ensure maximum conversion efficiency, prevention of explosion, and maximum plant output. • Use of static mixers is common. • The percentage of excess air usually results in 8.5%-12.5% of NH3 by volume in the air-ammonia mixture. • The lower explosion limit is about 14.5% of ammonia in the mixture.
The ammonia conversion efficiency, expressed as a percentage of the ammonia that is converted to NO, is mainly a function of: • Catalyst selectivity and activity, • Temperature, • Pressure, • Thoroughness of mixing of the incoming air and ammonia, • Velocity of gas flow through catalyst.
6.4 Catalyst: • Catalyst is a platinum-rhodium gauze because this alloy promotes reaction and also meets other operating criteria, such as severe conditions of service. • The usual rhodium content is 4%-10%. • In high-pressure plants (0.8-1.1 MPa) the usual alloy is 90% platinum and 10% rhodium. • In medium-pressure plants platinum alloyed with 5%-7% rhodium is often used.
Most plants, particularly those with high-pressure burners, have some kind of filter that recovers part of the platinum, which is lost from the catalyst • Ammonia oxidation reactors (burners) for atmospheric and low-to-medium pressures are often 3-4 m in diameter and may incorporate up to seven or more catalyst screens. • High-pressure burners usually are smaller in diameter, perhaps 1.2-1.8 m, and may contain 12-45 gauzes.
Larger size plants are now common; more than 1,000 tpd can be produced with a single burner with either high- or medium-pressure burners although two burners may be preferable for the lower range of medium pressure Processes • Most low-pressure burners operate at approximately 800-820°C • High-pressure units at about 900-940°C. • The higher temperatures, pressures, and gas velocities associated with high-pressure burners cause greater catalyst losses.
6.5 Temperature and Pressure: • As the pressure increases, higher temperatures are needed to preserve high conversion efficiency. • The temperature is controlled by preheating the air and ammonia and by the amount of excess air. • However, the theoretical temperature limit is about 1000°C.