Download
1 / 29
330 likes | 600 Views
Documentation/Implementation Issues with HVOF Coatings. John Sauer Sauer Engineering HCAT San Diego April 1st, 2003. Documentation/Implementation. Outline Documentation of deposition/process parameters in spraying NDT evaluation status. Documentation.

E N D
Documentation/Implementation Issues with HVOF Coatings John Sauer Sauer Engineering HCAT San Diego April 1st, 2003
Documentation/Implementation • Outline • Documentation of deposition/process parameters in spraying • NDT evaluation status
Documentation • HCAT community has grown substantially • Moving into a critical phase for implementation
Documentation • Documentation of process parameters therefore more critical than ever • More players-less control (Jerry) • May have companies, personnel, or locations with less experience
Documentation • From this point forward, there will be a standard format required for spraying of specimens under the HCAT banner • Memo will be issued and available on the website
Documentation • General process/console parameters • More critical issue like movement across part, cooling air locations, photographic documentation
Documentation Attachment 1 Coating Process Control Sheet • GENERAL INFORMATION: • PROCESSOR: Thermal Spray Shop ABC COATING SPECIFICATION: Current HCAT Requirements • PURCHASER: HCAT Landing Gear Protocol • PART NAME: HCAT Fatigue Specimens • PART NUMBER .25 inch dia. Hourglass and Smooth Fatigue Bars BASIC MATERIAL: 4340 Rc 52-55 • COATING MATERIAL: WCCo Dimalloy 2005 LOT/BATCH NO: ABC 10234 • SURFACE PREPARATION: • PRE-BLAST CLEANING: Acetone dip for degreasing • BLASTING GRIT TYPE: Aluminum Oxide GRIT SIZE: 54 grit PRESSURE: 40 psi air presure • STAND-OFF DISTANCE 6-8 inches ANGLE OF BLAST 45 degree angle • SURFACE FINISH 100 to 150 Ra • SPRAY EQUIPMENT & ACCESSORY EQUIPMENT: • MANUFACTURER: Sulzer Metco TORCH: DJ 2600__ • POWDER PORT: N/A HEAD: Standard NOZZLE: Standard__
Documentation Rotation 2636 rpm Traverse 400 in/min • WORK HANDLING: • PART MOTION: Rotation SPEED: 1835 inches/min (2636 rpm) • GUN MOTION: Linear SPEED: 400 inches/min___ • GUN-TO-WORK DISTANCE : 11.5 inches ANGLE: 90 degrees__ • SPRAY MASKING/FIXTURES: Hard shadow masking__ • QUALITY CONTROL DATA • MICROSTRUCTURE: < 1.5% porosity HARDNESS: 1020 Vickers (300 gram)__ • BOND STRENGTH: 11, 500 psi BEND TEST: No cracking or spalling___ • ALMEN TESTING: .007 -.009 compressive SURFACE FINISH: 100 Ra (as sprayed)__ • 5 Ra (finish grinding)__ • ACTUAL MAX PART TEMP: 325 degrees F • It is important to understand that this is an example only. The data for a specific spray system and set-up may require some different information and the form content may need modification. The intent is to document how the parts are sprayed so that the set-up can be re-created. Make 5 full coating passes along the length- return to top and allow 20 sec pause for cooling
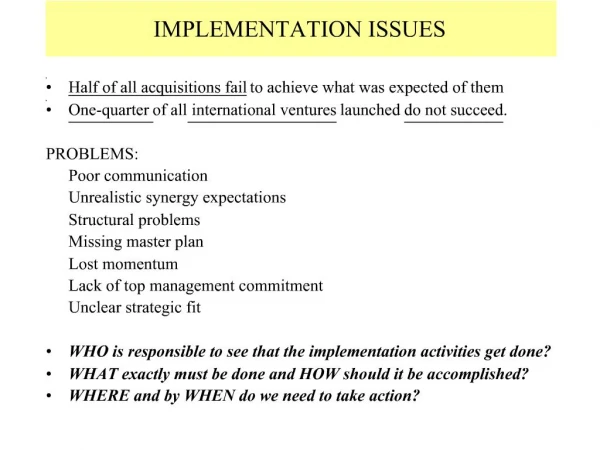
Documentation • Four critical points • Need for trouble shooting • Need for consistency • Not a new policy • Not company approval or approval of your process
NDT • Where have we been? Chrome plating • Common usage of magnetic particle and fluorescent penetrant • Recent inclusion of Barkhausen inspection on critical components • Some applications require stripping of chrome regardless of condition-no NDT issues
NDT • What are we looking for?? • Chrome is already cracked so we are not looking for “plating defects” • Looking for substrate defects or “grinding burn” via Barkhausen
NDT • What do we see?? • Recent studies by AFRL and Boeing St.Louis say that any defects under .250” ( that size may be larger) cannot be found with common methods • Barkhausen can detect burn but cracks??
NDT • Hill AFB • Estimate that ~ 50 % of the parts that come in for repair with chrome are not stripped and put back into service • Question • Are .250” defects OK from a damage tolerance standpoint?? • What size defect do we really need to find??
NDT • Where are we going?? HVOF Coatings • A positive aspect of HVOF is the possibility that the coating may not require stripping thru multiple repair cycles • However, this highlights the issue: • What is happening in and under the coating??
NDT • What are we looking for?? • Cracks/defects in coating • Delaminations • Substrate cracks/defects • Size of substrate defects • Must be in the .250” critical size range since we must be better or EQUAL to chrome
NDT • What do we see?? • Limited work shows varied forms of ultrasonic are the “best methods for seeing smaller defects down to ~.050”
NDT • How do we get there?? • Define the requirements • Understand the applications • Assess production feasibility
NDT What are we looking for?? • Size • Location • How does that vary from application to application? • What is the production feasibility for use of the technique on a reliable basis in the field?
Current NDT Status • Pratt/Tinker • Parts are not fatigue critical-no worry!! • Hill • Current FPI/MPI methods are acceptable • Identifying new method not critical at this time
Current NDT Status • Must continue to “consider” but no “driving” force now • Will monitor current methods/research in industry • More concentration on issues if implementation issues are identified
Current NDT Status • Contact • John Sauer Sauer Engineering • Chuck Alford PEWG
NDT • Research has shown some ideas on the horizon might be: • JENTEK's MWMTM-Array sensor to involving eddy-current technology • EWI suggests either eddy current or USI C scan • GEAE suggests Pulsed Eddy Current (PEC) • Naval Center has performed work on corrosion under paints using • Real time Ultrasound Imaging • Thermal Imaging • Near Field Microwave Imaging
NDT • JENTEK's MWMTM-Array sensor technology can be used to develop surface-mountable eddy-current sensors that can be modified for difficult-to-access locations on complex configurations • Work has been performed on coatings for Gas Turbine Industry and WCCo
NDT • Ultrasonic inspection by EWI (similar to AFRL) Ultrasonic C-Scan Image of a Coated Sample
NDT • GEAE suggests Pulsed Eddy Current (PEC) • Most existing Eddy current inspections use single frequency excitation • Uses a current pulse in a drive coil to transmit transient electromagnetic flux into the structure • Advantages of this are the presence of wide range of frequency components in the exciting field • Work would be performed by GE's Global Research Center (GRC)
NDT • Naval Center has performed work with on corrosion under paints using • Real time Ultrasound Imaging • Basis is patented two dimensional piezo microelectric array to generate real time C-scan • Thermal Imaging • Active Thermography-External source for heat -use IR camera • Sonic Thermography-high amplitude sonic waves cause frictional heat-use IR camera • Near Field Microwave Imaging • Rely on rlection properties of metallic surfaces using open ended microwave probes
NDT • Cannot resolve this issue today • Significant issue for both HCAT/PEWG • Subcommittee being formed with Chuck Alford(PEWG) and John Sauer (HCAT) as co-chairs to pool resources and address issue
NDT • Any one interested please see Chuck or myself during this meeting • Possible side discussion tonite if people are interested