Braze Test
Braze Test. Braze Test. Braze Test. Braze Test. Braze Test. Braze Test. Braze Test. Braze Test. Braze Test. Braze Test. Braze Test. Braze Test. Braze Test. Groove on one half only, 2mm wide max x 2mm deep. Stop groove short of ends. Ask for barrier stuff on inside faces.

Braze Test
E N D
Presentation Transcript
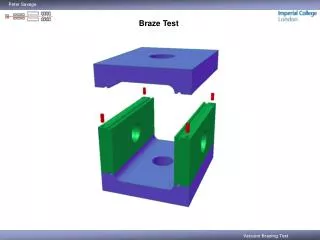
Braze Test Groove on one half only, 2mm wide max x 2mm deep. Stop groove short of ends. Ask for barrier stuff on inside faces. Area reducing recess – one side only. No need for support structure or clamps to retain KFs. They will do. No overall clamping structure required. Ask about two types of braze material. (One needs KFs to be plated) Get electrical conductivity of each. Did we order C101? Zirconium oxide – braze material? Give one weeks notice. Arrange for braze on a Monday – they will bake out ovens over weekend. Can take pictures and measure before goes in oven. Braze will take about 5 hrs, @1000C, @5x10-4 Provide measurement holes.
Braze Test • Brazing slots to be facing downward when job assembled to improve flow • Green stop-off pen used on inner faces to prevent over-flow • KF’s can be tighter • KF holes idealy to have braze groove around the inside or at the bottom of the hole (approx 1mm wide x 1mm deep). And/or 1mm chamfer at top of braze hole. • Measurement impossible due to braze material lifting piece. • Thermocouple holes – 1.7 – 1.8mm diameter x 5dp at the middle and end so that we can see the temperature of the braze interface. • We actually had 8hrs at 935C, then fast cooled. NB: Had 2 goes to melt braze material.