Download
1 / 26
270 likes | 402 Views
A new process of gas-assisted injection molding for faster cooling. 報告人 :49912003 葉榮陞 49912004 周承恩 49912104 何性諳 指導 老師 : 沈毓泰 老師. Abstract. 氣體 輔助射 出 成型 ( GAIM ),可 用於一種 中空形狀的成型,是傳統 的射 出 成型的一種 改變 。 GAIM 優點 : 降低材料的凹痕翹 曲 、 低 的射 出 壓力 GAIM 缺點 : 冷卻速度慢、流痕的問題

E N D
A new process of gas-assisted injection molding for faster cooling 報告人:49912003 葉榮陞49912004周承恩 49912104何性諳 指導老師:沈毓泰 老師
Abstract 氣體輔助射出成型(GAIM),可用於一種中空形狀的成型,是傳統的射出成型的一種改變。 GAIM優點:降低材料的凹痕翹曲、低的射出壓力 GAIM缺點:冷卻速度慢、流痕的問題 為了改善GAIM缺點,設計出新的氣體輔助射出成型,稱為『反向氣體射出成形(RGIM)』
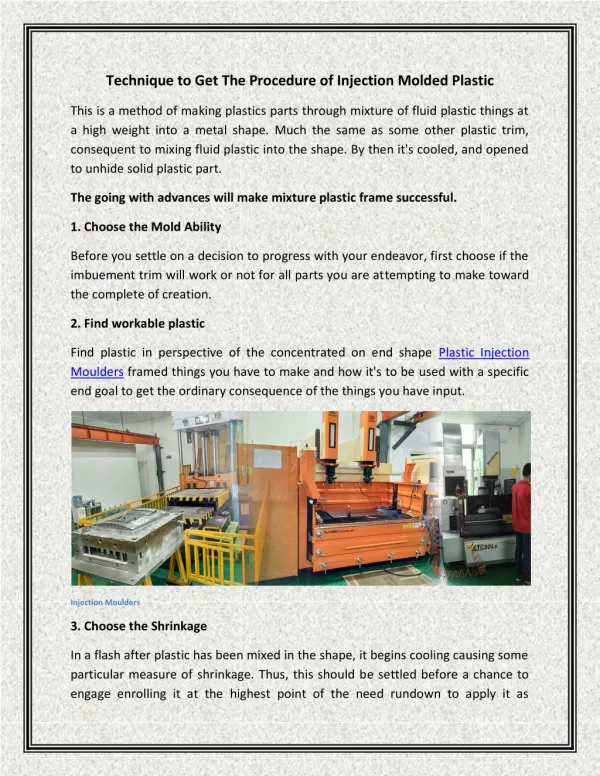
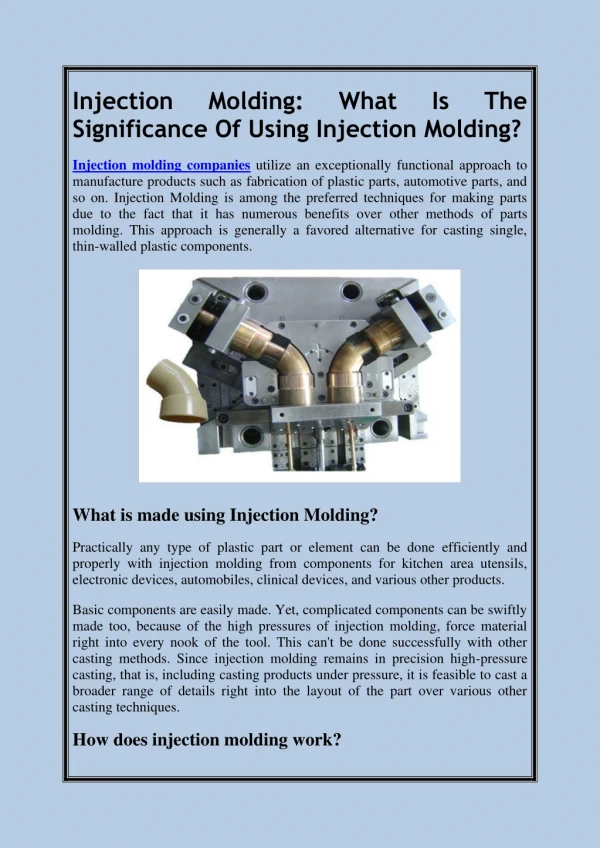
Background on gas-assisted injection molding(1) 1986年根據Rosato,約32%塑件是由射出成型製造。 GAIM被用於製造空心形狀的零件。 傳統GAIM有兩種方法:『短射』三步驟首先控制射出成形機中衝頭速度將熔融聚合物填入模穴約75-98%,氮氣壓縮出來的熔融聚合物,填充在模具的其餘部分,接下來是氣填料階段。 優點:減少模壓塑料的重量
Background on gas-assisted injection molding(2) 『滿射』滿射射入以填充或幾乎填充模穴,但塑料不是由射出成型機進行填充。經過延遲時間,第一階段把氣體注入,第二階段的氣體滲透,以彌補它冷卻的塑料體積收縮。使氣體壓力均勻的作用在整個塑料。 通常適用於在有厚、薄的部分組件。
Background on gas-assisted injection molding(3) 在上述兩種方法的GAIM,仍存在一些缺點,如在成型經高壓氣體,表面與混合氣體變暗,氣體噴嘴的設計和成型的冷卻緩慢限制。
The RGIM process is divided into four steps(1) 填充,從熱流道注射熔體充滿模具型腔約98-100%
The RGIM process is divided into four steps(2) 恆定時間注入高壓氣體,使形狀中空
The RGIM process is divided into four steps(4) 中空形狀冷卻成型後除去熱氣
The injection molding experiments in the RGIMprocess 所使用設備:其中包括了RGIM處理功能、氣體壓力產生裝置和空氣裝置、用於使電動微波處理的腔體。
DOE for the RGIM process 本實驗以RGIM驗證聚苯乙烯(GPPS,LG化學25SPI)與聚丙烯(PP,LG化學M580)的冷卻效率。 採用實驗方法:田口實驗 實驗結果的分析:在軟體MINITABTM做方差分析(ANOVA)
Table(1) 不同級別相對的實驗變量
Table(2) RGIM實驗過程
Experiment and analysis for GPPS 測量值 成型品
Experiment and analysis for PP 測量值 成型品
Numerical calculation of cooling time for the RGIM(1) 該系統效率是以聚碳酸酯(PC)的聚合物計算,冷卻時間有兩種情況:第一種情況是,成型不用空氣冷卻、第二個種情況是,用空氣冷卻模具及成型之間的熱傳遞。
Numerical calculation of cooling time for the RGIM(2) 在第二種情況下,成型體的計算出的總輸入熱量為Q,模具及成型之間每秒的熱傳遞的熱量為Q1和在移除的熱量通過空氣吹每秒為Q2。圖8,顯示了模型的數值計算。
Temperature distribution simulation 由Marc軟體模擬溫度分佈,進行傳熱模擬、驗證RGIM效率 (MARC軟體:高階非線性應力分析軟體,本實驗用於進階熱傳分析)
Conclusion 結論: 反向氣體射出成型是為了解決緩慢冷卻時間問題, 改進常規氣輔注塑生產的模塑表面質量。