PU Conveyor Belts
0 likes | 8 Views
PU Conveyor Belts have a significant role in industries including food processing, pharmaceuticals, packaging, and logistics that demand hygienic conditions, strength, and adaptability. These industrial conveyor belts, which are made of thermoplastic polyurethane, have outstanding resistance to chemicals, oils, and abrasion. Their low-friction, lightweight construction delivers smooth and energy-efficient material handling.<br>

PU Conveyor Belts
E N D
Presentation Transcript
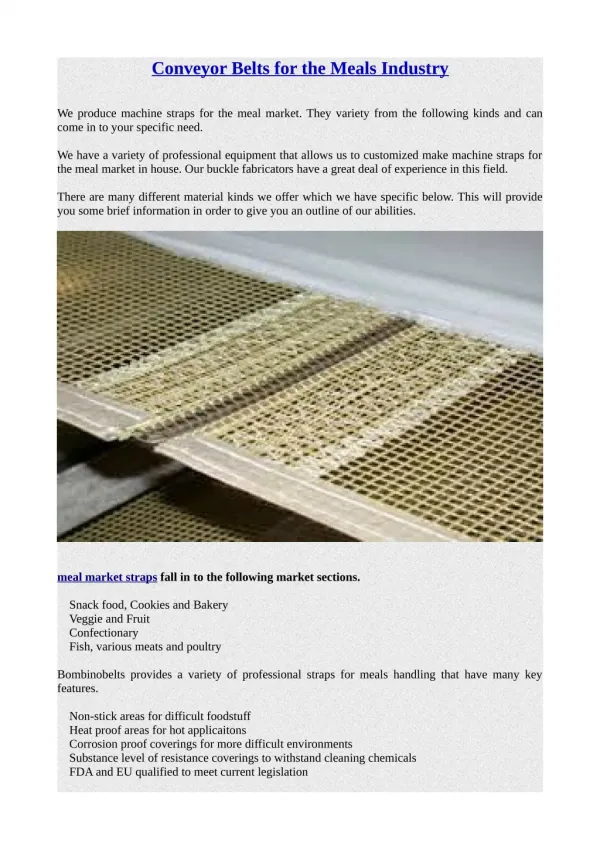
Why PU Conveyor Belts Will Change Material Handling in the Future What is a PU Conveyor Belt? PU Conveyor belts are used a lot in industries that need clean surroundings, flexibility, and durability. These belts, which are made of thermoplastic polyurethane, are perfect for use in food processing, pharmaceuticals, packaging, and logistics because of their outstanding resistance to abrasion, oils, and chemicals. The Significance of PU Conveyor Belts in Modern Industries Conveyor belts made of polyurethane (PU) are essential in many different industries because of their exceptional performance and durability. These belts, which are well-known for their exceptional resilience and extended service life, guarantee seamless, continuous material handling. They are perfect for hygienic applications because they belong to food safety requirements. Their low friction design promotes energy-efficient processes lowering total operating costs, and their lightweight, flexible construction makes operation simple. Benefits of Using PU Conveyor Belts Choosing PU conveyor belts has several advantages:
1. Durability & Longevity: Their effective structure lowers replacement expenses and downtime. 2. Hygiene & Food Safety: Complies with demanding FDA guidelines for industries such as food and medicine. 3. Smooth Operation: Productivity improves by low friction, which guarantees effective material movement. 4. Temperature Resistance: Performs well in harsh environments without deteriorating. 5. Customization Options: For specific uses, they come in a range of thicknesses, coatings, and designs. How to Maintain PU Conveyor Belts Long-lasting performance is guaranteed by proper maintenance: ● Regular Cleaning: improves efficiency and avoids waste. ● Adjusting for Conflict: Avoids unnecessary wear and improves belt longevity ● Proper Storage: To avoid damage, store belts in a cool, dry place. ● Regular Inspections: Early detection of possible damage lowers the need for expensive repairs. ● Alignment and lubrication: provide seamless functioning and prevent issues. Why PU Conveyor Belts Will Shape Material Handling in the Future PU conveyor belts are changing to satisfy the needs of the current industry thanks to developments in automation and smart technologies. They are the future for a number of reasons, including: ● AI and IoT integration: Predictive maintenance and real-time tracking increase productivity. ● Sustainability Initiatives: Producers are creating environmentally friendly polyurethane materials. ● High Adaptability: In automated warehouses, PU belts integrate smoothly with robotics. ● Cost-Effectiveness: They are cost-effective due to their longer service life and lower energy use. As industries move toward automation, durability, and sustainability, PU conveyor belts are set to dominate material handling operations worldwide. Conclusion: The Future of Material Handling with PU Conveyor Belts The future of material handling is being affected by PU conveyor belts, which are more than just an industry standard. They are an essential expense for businesses looking for consistency and long-term performance because of their strength, and flexibility. PU conveyor belts are revolutionizing the safe and effective movement of goods across industries with to technology
innovations. With its low maintenance requirements, spread longevity, and exceptional performance across a range of industries, PU belts are the ideal choice for companies that place a high value on sustainability, cost-effectiveness, and hygiene. Purchasing PU conveyor belts now can help you remain ahead of the curve and ensure years of improved productivity, decreased downtime, and streamlined operations.