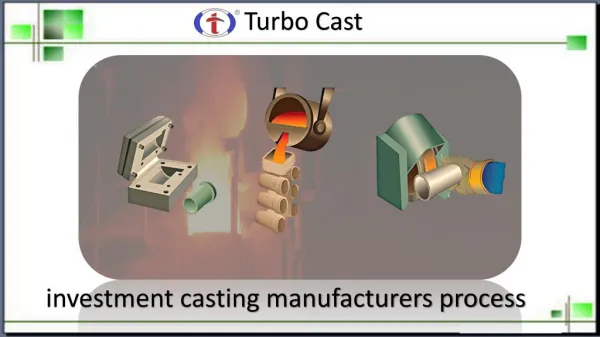
INVESTMENT CASTING PROCESS
Investment, No Bake, Centrifugal, Semi permanent, Die cast, Lost Foam cast Products. INVESTMENT CASTING PROCESS. Process Description. Often called lost wax casting To fabricate near-net-shaped metal parts as a precision from almost any alloy.

INVESTMENT CASTING PROCESS
E N D
Presentation Transcript
Investment, No Bake, Centrifugal, Semi permanent, Die cast, Lost Foam cast Products
INVESTMENT CASTING PROCESS Process Description.
Often called lost wax casting • To fabricate near-net-shaped metal parts as a precision from almost any alloy. • History lies to a great extent in the production of artistic items • The most common use to produce components requiring complex, often thin-wall castings. • The sequential steps of the investment casting process described with emphasis on casting from rapid prototyping patterns
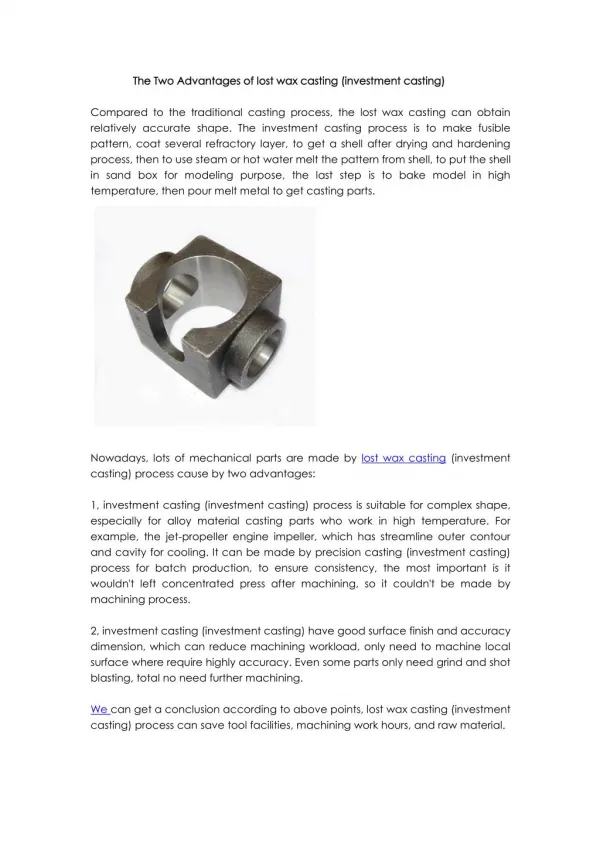
Begins with fabrication of a sacrificial pattern with the same basic geometrical shape as the finished cast part. • Patterns are normally made of investment casting wax that is injected into a metal wax injection die. • Fabricating the injection die often costly and requires several months of lead time. • Once a wax pattern is produced, it is assembled with other wax components to form a metal delivery system, called the gate and runner system. • The entire wax assembly is then dipped in a ceramic slurry, covered with a sand stucco and allowed to dry. The dipping and stuccoing process is repeated until a shell of ~6-8 mm is applied.
Once the ceramic has dried, the entire assembly is placed in a steam autoclave to remove most of the wax. • After autoclaving, the remaining amount of wax that soaked into the ceramic shell is burned out in a furnace. • All of the residual pattern and gating material is removed, and the ceramic mold remains. • The mold is then preheated to a specific temperature and filled with molten metal, creating the metal casting. • Once the casting has cooled sufficiently, the mold shell is chipped away from the casting. • The gates and runners are cut from the casting, and final postprocessing (sandblasting, machining) is done to finish the casting.
Rapid prototyping processes – • The major impact on investment casting is their ability to make high-quality patterns without the cost and lead times associated with fabricating injection mold dies. • Pattern can be fabricated directly from a design engineer's computer-aided design (CAD) solid model. • It is possible to fabricate a complex pattern in a matter of hours and provide a casting in a matter of days. • Investment casting is usually required for fabricating complex shapes where other manufacturing processes are too costly and time-consuming. • Another advantage of rapid prototyping casting is the low cost of producing castings in small lot sizes
CAD solid model (top), SLS polycarbonate pattern (left), A356 aluminum casting (right). CASTING PRODUCTS CONTINUED--
1. Vacuum Vessel for the power generation industry • Material:Inconel 625 • Process: Investment • Casting Supplier: Bescast, Inc., Willoughby, Ohio
2.Cam clamp used to secure ambulance gurnees. • Material: Stainless steel. • Process: Investment casting. • Casting Supplier: Independent Steel Castings Co., Inc., New Buffalo, Michigan.
The 5-lb casting is one-tenth scale of the vacuum vCompact Stellarator Experiment (NCSX) beiessel for the National ng developed by the Princeton Plasma Laboratory and the Oak Ridge National Laboratory as the next generation of fusion experiment. The scale model was investment cast to determine the feasibility of using a casting for a vacuum vessel with complex geometry.
To meet the rush timeline (with the help of buycastings.com), SLS rapid prototyping techniques were employed to make the complicated wax patterns from a CAD/STL file in 2 weeks. Solidification modeling predicted the potential “hot spots” and ways to optimize the pour parameters. The foundry employed a vacuum-assist casting method to cast the Inconel 625 air melt alloy with a consistent wall thickness of 0.1 in. The entire vessel is assembled by welding three equal segments cast by the foundry.
3. Mounting bracket for medical centrifuge. • Material:CF3M stainless steel. • Process: Investment casting. • Casting Supplier: Vestshell, Inc., Montreal, Quebec, Canada.
This casting provides balanced, vibration-free support to a centrifuge that turns at more than 1000 RPM. Originally designed as a machined weldment, investment casting reduced costs by 450% and provided this precision component with dimensional repeatability and high-strength qualities. To date, the customer has received 800 parts without encountering casting-related defects.
tolerances while helix and spiracle angles move both horizontally and vertically. The foundry redesigned the component to remove material from the rear casting section for weight reduction. In addition, the founry designed in a tapered bore for mounting a bearing during assembly. The casting requires slotting at the top and bottom to align mating components. Holes at the top and bottom are cast-in and sized as ready-to-tap.
4. Duck bill for White Cap, L.L.C. to seal caps on food jars. • Material:316L stainless steel. • Process: Investment casting. • Casting Supplier: Northern Precision Casting Co., Lake Geneva, Wisconsin.
Originally constructed as a three-piece stamping/weldment, the 3.9-oz, 3.44 x 3.15 x 1.49-in. new casting design offers lighter weight (29% reduction), a one-piece construction, increased strength and a smooth sanitary finish (an important requirement for the food service industry). The conversion to casting from a multi-piece weldment resulted in a 70% cost savings for the customer. To accommodate the thin sections of the component, the foundry designed a unique gating and tooling system that uses wedge gates and gating into the top of the component to ensure against porosity.
5. Fan Frame Hub • Material: Titanium. • Process: Investment casting. • Casting Supplier: Precision Castparts Corp. (PCC), Portland, Oregon.
This single 52-in. titanium investment casting replaced 88 stainless steel parts (from five vendors) that were previously machined and welded together. The casting, which supports the front fan section of the engine and ties it to the compressor section, provides improved strength and dimensional control in addition to a 55% weight reduction. Conversion to a metal casting allowed GE to include several unique details including bosses, flanges and a 2-in. larger overall diameter.
6. Racing car upright • Material: Titanium 6246. • Process: Investment casting. • Casting Supplier: Coastcast Corp., Rancho Dominguez, California.
Normally manufactured via machining or welding, four of these one-piece cast components were manufactured via rapid prototyping and investment casting from design to delivery in 8 weeks. Using rapid prototyping with the investment casting process eliminated an up-to-$50,000 tooling cost for these components. In addition, with no welds required to manufacture the components, they don’t require any rework during use. The cast titanium provided the same strength—but at a reduced weight—as 17-4PH steel (the other material considered).
7. Housing actuator for an engine for Hamilton Sundstrand. • Material: A203 aluminum alloy. • Process: Investment casting. • Casting Supplier: Cabiran, Ltd., Kibbutz Cabri, Israel.
With wall thickness to 0.12 in., this casting requires moderate strength, good stability and resistance to stress-corrosion cracking to 600F (316C). This casting exhibits mechanical properties at room temperature of 32-ksi tensile strength, 24-ksi yield strength and 1.5% elongation, while maintaining a 16-ksi tensile strength and 4% elongation at 600F. The component's as-cast surface finish meets the customer's requirements, and the invest casting process reduced the customer's finishing and machining costs.
SEMI-PERMANENT MOLD CASTING Semi-permanent mold is a casting process - producing Aluminum alloy castings - using re-usable metal molds and sand cores to form internal passages within the casting. Molds are typically arranged in two halves - the sand cores being put into place before the two halves are placed together. The molten metal flows into the mold cavity and surrounds the sand core while filling the mold cavity. When the casting is removed from the mold the sand core is removed from the casting leaving an internal passage in the casting.
The re-usable metal molds are used time and again, but the sand cores have to be replaced each time the product is cast, hence the term semi-permanent molding. Semi-permanent molding affords a very high precision quality to the casting at a reduced price compared to the sand casting processes. PRODUCTS---
8. Aluminum composite alloy • Material: 359/SiC/20p aluminum composite alloy. • Process:Semi-permanentmold casting. • Casting Supplier: Eck Industries,Inc., Manitowoc, Wisconsin.
The brake rotor was converted to an aluminum metal matrix composite (MMC) alloy casting at a 50% weight reduction, with the same casting yield and without a loss in performance. In terms of mechanical properties, the aluminum MMC brake rotor’s modulus and its wear rate in application are the same as cast iron.
9. Bucket chain link for a conveyor system • Material:C95410 nickel aluminum bronze. • Process:Permanent mold casting. • Casting Supplier: Piad Precision Casting Corp., Greensburg, Pennsylvania.
Previously made from two steel stampings welded together with two tube sections and subsequently tin-plated for corrosion resistance (r), this bronze cast component (l) now is a one-piece permanent mold casting. The cast component (l) exhibits good corrosion resistance .
10. Manual Trip • Material:Copper aluminum bronze alloy. • Process: Permanent mold casting. • CastingSupplier: Piad Precision Casting Corp., Greensburg, Pennsylvannia.
Originally manufactured by fabricating and welding 7 components, pressing in a steel spring pin, and adding a zinc chromate coating for corrosion protection, this part was converted to a single permanent mold casting with a cast-in stainless steel pin. By casting in the pin, the foundry reduced the component's cost by eliminating the reaming and pressing operations. The foundry's alloy provides the necessary corrosion resistance to the component, thus eliminating the zinc-chromate coating previously required.
Centrifugal Casting is also known as spin casting. A basic spin casting machine works like this: A two-part high-temperature silicone rubber mold is clamped between pressure plates on the spin casting machine. The spin casting machine rotates the mold at high speed, similar to a washing machine on the spin cycle. While the mold rotates, molten metal (or fast-setting plastic resin) is poured into a central funnel that feeds into the mold. Centrifugal force carries the metal or plastic into the far reaches of the mold. Because the centrifugal force acts to increase the pressure on the casting material, castings with relatively thin parts can be made
A mold for a spin casting machine is often designed to make a dozen or so identical parts at one time, with the mold cavity for each part equally spaced around the disk of the rubber mold. The typical metal used in this type of spin casting machine is known as "white metal" or "pot metal" and is usually an alloy of zinc.Other types of small spin casting machines are used by jewelry makers, usually to cast small amounts of precious metals, and not using rubber molds.
What can you make with a Centrifugal Casting Machine? You can make all the same sorts of small metal (or plastic) objects as listed at right. Can you make your own spin casting machine? A spin casting machine could be home made, because it is a relatively simple device, and most of the early machines could be considered "shop built". But newer machines have much better production features and safety features, and if you are serious about producing large quantities of small metal parts, a ready-made spin casting machine would be the best investment. Plus, most spin casting equipment is sold with complete training and the equipment for all phases of spin casting production, including the necessary moldmaking and metal melting equipment.
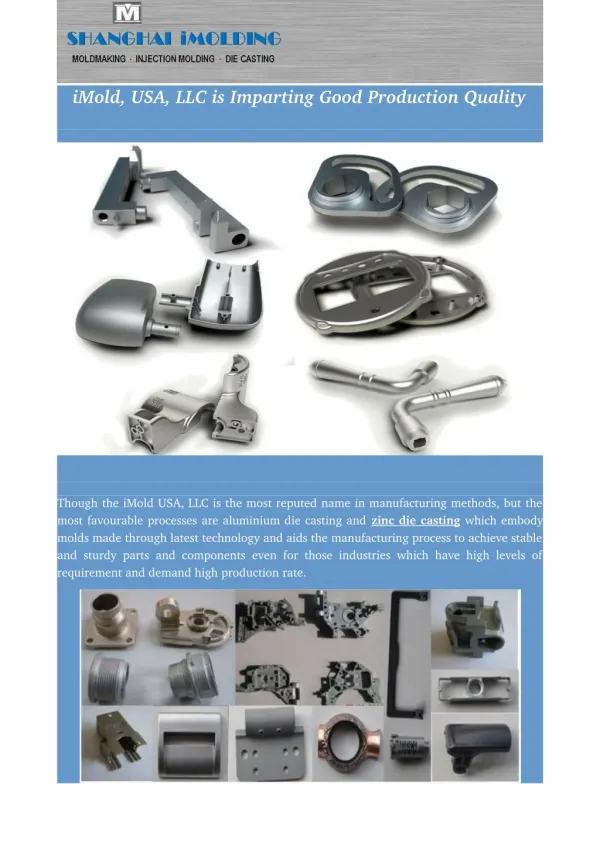
11. Felsted Division/Furon’s foot pedal control lever. • Material: Zamak 3. • Process: Diecasting. • Casting Supplier: CrecoCast, Seville, Ohio.
The lever originally was designed as a steel sand component with machining operations to size the shaft, pivot hubs and cable connection holes. The die cast component combined two levers (for 2- and 3-in. cable travel) and provided connecting holes for different cable travel lengths. The redesign held the required hole diameter tolerance of ±0.001 in. and the hub diameter tolerance of +0.002, -0.001 in. while eliminating a lever and machining requirements. This reduced component cost by 91%.
12. Instrument panel frame for the Cadillac DeVille. • Material: AZ91 magnesium alloy. • Process: Diecasting. • Casting Supplier: Intermet Corp’s Hannibal Plant, Hannibal, Missouri.
Originally manufactured as a steel stamping, this component was redesigned into a two-piece die casting to better control tolerances and to fit the end-user’s mounting requirements. The design also allows more flexibility for future vehicle platform changes. The 15-lb cast component reduced the part’s original weight by 45 lb while reducing tool-building time, delivery cost and lead time. The foundry assembles the frame before delivery to the end-user for installation.
13. Valve spacers for Warren Rupp’s Sandpiper II air-actuated pumps. • Material: ZA-8 zinc alloy. • Process: Diecasting. • Casting Supplier: CrecoCast, Seville, Ohio.
Previously machined from stainless steel bars, the valve spacers now are hot chamber die cast at net shape, eliminating secondary machining. In addition to the cost reductions achieved by casting, Warren Rupp’s designers were able to maximize air flow with the cast spacers by designing for fit and function without the restrictions of machining from bar stock.
NO BAKE CASTING The No-Bake Sand Casting process consists of sand molds created using a wood, metal or plastic pattern. Sand is mixed with a urethane binder and deposited into a box containing the pattern (and all necessary formers and inserts) for pouring. Filling a wood mold with sand
PRODUCTS14. TENSIONER PULLEY Material: Gray iron Process: Nobake sand Casting Supplier: Wellsville Foundry, Wellsville, Ohio
This 175-lb component is used as a brake that puts tension on a 4 ft. wide roll of rubber feeding into a tire press. Converted from a steel fabrication (two ring burn-outs with spokes), the foundry provided the end-user with a 50% cost savings.
PERMANENT MOLD CASTINGPRODUCTS 15. BUCKET CHAIN • Material:C95410 nickel aluminum bronze. • Process: Permanent mold casting. • Casting Supplier: Piad Precision Casting Corp., Greensburg, Pennsylvania.
Previously made from two steel stampings welded together with two tube sections and subsequently tin-plated for corrosion resistance (r), this bronze cast component (l) now is a one-piece permanent mold casting. The cast component (l) exhibits good corrosion resistance (without plating or painting), 50 ksi yield strength and 95 ksi tensile strength.
16. Suspension crossmember • Material:B356 aluminum alloy. • Process: Permanent mold casting. • Casting Supplier: CMI-Precision Mold, Inc., Bristol, Indiana.
This 26-lb safety-critical component was redesigned to an aluminum casting from a steel weldment, resulting in a 14-lb weight reduction. The casting’s dimensional tolerances are held to 0.5 mm across the length of the part, a threefold reduction over the previous design. The casting’s mechanical properties include 44 ksi ultimate strength, 32 ksi yield strength and 10.4 x 106 psi Young’s modulus.