Download
1 / 28
280 likes | 452 Views
Advanced Manufacturing Choices. ENG 165-265 Spring 2014, Dr. Marc Madou Class 9. MICRO-MOLDING TECHNIQUES- LIGA. The Graduate, starring Dustin Hoffman, was released by Embassy Pictures in 1967. A memorable poolside scene from the movie:

E N D
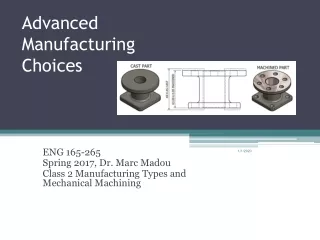
Advanced Manufacturing Choices ENG 165-265 Spring 2014, Dr. Marc Madou Class 9
MICRO-MOLDING TECHNIQUES- LIGA The Graduate, starring Dustin Hoffman, was released by Embassy Pictures in 1967. A memorable poolside scene from the movie: Mr. McGuire: Come with me for a minute. I want to talk to you. I just want to say one word to you. Just one word. Ben: Yes, sir. Mr. McGuire: Are you listening ? Ben: Yes sir, I am. Mr. McGuire: PLASTICS. Ben: Exactly how do you mean ? Mr. McGuire: There is a great future in plastics. Think about it. Will you think about it ? Ben: Yes I will.
Table of Contents • Overview • Plastic Molding • Liquid Resin Molding Techniques • Injection Molding (IM) • Compression Molding • LIGA • Soft Lithography
Liquid Resin Molding Techniques • Since mold inserts are typically limited to rather soft metals like nickel, or brittle materials such as silicon and glass, micro-molding based on low viscosity liquid resins (instead of high viscosity polymer melts) is a very attractive approach. During liquid resin molding, the low-viscosity reactive polymer components are mixed shortly before injection into the mold cavity, and polymerization takes place during the molding process. • Under liquid resin molding techniques, we distinguish between reaction injection molding (RIM) and transfer molding. RIM
Liquid Resin Molding Techniques • In the RIM setup shown on the previous slide, two or more highly reactive liquid resins impinge and mix inside a mixer and are injected into the mold. • In RIM, the polymerization is usually mixing activated, so it can quickly react at room temperature or slightly above and convert from liquid to solid.
Liquid Resin Molding Techniques • A transfer molding setup, for a thermally activated system, is simpler and less expensive than a RIM system. Here, the reactive species have been pre-mixed at room temperature, and the mixture is poured into the transfer pot. • A plunger squeezes the mixture through the sprue into the mold cavity. To cure the mixture, the mold is heated or radiated, depending on the resin system. With the lowest viscosity resins, vacuum-assisted transfer molding is used, which is even less expensive than mechanical transfer molding. TM
Liquid Resin Molding Techniques • Two complications associated with liquid resin molding techniques are that an internal mold release agent must be used and polymer shrinkage during polymerization. • Release agents are added to the bulk polymer and tend to reduce the thermo-mechanical properties of the molded polymer. External mold release agents, coating the surfaces of the mold insert are unsuitable, since they are difficult to introduce into all the micro features of the mold insert. • Since the resin must be fully cured at somewhat elevated temperatures, the cycle time is typically more than 10 minutes.
Injection Molding (IM) • Injection molding (IM) is based on heating a thermoplastic material till it melts, thermostatting the mold parts, injecting the melt with a controlled injection pressure into the mold cavity, and cooling the manufactured goods. • Injection molding is probably the most widely used technique in macroscopic production of polymer parts.
Injection Molding (IM) • In conventional injection molding of micro parts the mold remains closed, and the walls are kept at a uniform temperature above the glass transition temperature (Tg) of the polymer, so that the injected molten plastic mass does not harden prematurely. • Conventional thermoplastic injection molding is the technique used, for example, to make compact disc (CDs), involving features about 0.1-μm in depth and minimum lateral dimensions of 0.6 μm; that is, an aspect ratio of 0.16. Compact discs are made by injection molding of polycarbonate in a cavity formed between a mirror surface block and a stamper (i.e., mold or master).
Injection Molding (IM) • Conventionally, electroforming from a glass master generates nickel stampers. The principal attributes required of a stamper substrate are toughness, thermal shock resistance, thermal conductivity, and hardness. For IM in particular, toughness, thermal shock resistance, and thermal conductivity are critical. Typical Conditions for Injection Molding
Injection Molding (IM) • The metal negative disc (the father) could be used to replicate the CDs, but would wear out too soon. By plating the metal negative disc (the father) several metal positive disc are produced and called (the mother). • Each (mother) is used to create stampers.The stamper is a nickel plated disc used in the mold cavity for the replication of CDs. (CDs are injection molded)
Injection Molding (IM) • Pros and cons of injection molding are summarized in this Table. • Example materials in IM include polycarbonate (PC), polymethylmethacrylate (PMMA), polystyrene (PS), polyvinylchloride (PVC), polypropylene (PP), polyethylene (PE), and polyacrylnitrilbutadienstyrol (ABS).
Compression Molding (also Relief Imprinting or Hot Embossing) • The basic principle of compression molding (also hot embossing and relief imprinting) is that a polymer substrate is first heated above its glass transition temperature, Tg (or softening temperature). • A mold (or master) is then pressed against the substrate, fully transferring the pattern onto it (embossing). • After a certain time of contact between the mold and the substrate, the system is cooled down below Tg, followed by separation of the mold and the substrate (de-embossing).
Compression Molding (also Relief Imprinting or Hot Embossing) • Importantly, the hot embossing process can be achieved in either a cyclic process or a continuous process. • Compression molding provides several advantages as compared with injection molding, such as relatively low costs for embossing tools, simple process, and high replication accuracy for small features.
Compression Molding (also Relief Imprinting or Hot Embossing) JENOPTIK HEX 04 hot embossing system manufactured by Jenoptik Mikrotechnik GmbH (http://www.jenoptik.com).
LIGA Dr. Ehrfeld, IMM • LIGA: lithography, electroplating and molding • 1st electroforming: • X-ray exposure (irradiation) • Developing • electroforming for final metal product or for mold insert
LIGA Dr. Ehrfeld, IMM • Plastic molding and 2nd electroforming/casting slip • plastic final structures or lost mold • metal or ceramic final parts
LIGA Exposure station and masks • Mask : • low Z membrane • high Z absorber • Alignment of substrate with mask is difficult since no visible light can pass through the mask membrane • Sample is moved vertically through the irradiation band with a precision scanner
LIGA Optimum X-ray radiation • Optimum wavelength for optimum pattern transfer is 0.2 to 0.3 nm : • Diffraction increases as wavelength increases • Secondary electron emission increases as the wavelength decreases • Variation in critical dimensions at this wavelegth between the ends of a 500 µm high structure is estimated at 0.2 µm
LIGA Optimum X-ray radiation
LIGA • Problems for plating in small plastic cavities: • Wetting agents must be added otherwise even 50 µm posts do not plate • pH changes at the bottom of cavity • No agitation possible • In principle, smaller features should plate faster but if the aspect ratio is too high they actually plate slower Electrodeposition
LIGA Molding and demolding • Reaction injection molding (RIM): • Mixed reagents pumped into the mold • Injection molding: • Mold is kept above the glass transition tempearture and molten plastic is injected (e.g. CD’s) • Compression molding (also hot embossing): • A molding tool is pressed into the plastic material at temperatures above the glass transition temperature • Demolding requires extra smooth walls and internal mold release agents
LIGA LIGA • Surface micromachining made motors with torques in the picoNm range possible, with LIGA 10-6 to 10-7 Nmare possible (more z-axis i.e. more torque) • Combination of traditional and LIGA machining
LIGA • Small Ni turbine • Gas flow meter needs a cap. • Integrated fiber measures rotation speed • Major competition from: • Deep RIE (subtractive) • Deep UV (additive).
Soft Lithography • See practicum