Download
1 / 67
670 likes | 853 Views
Lean eManufacturing. Bob Reary Director, Supply Chain Product Strategy. Your ROI. From this session will be. to see how the best of traditional ERP should be coupled with Lean Manufacturing for increased response, market share, and return-on-assets

E N D
Lean eManufacturing Bob Reary Director, Supply Chain Product Strategy
Your ROI... From this session will be... • to see how the best of traditional ERP should be coupled with Lean Manufacturing for increased response, market share, and return-on-assets • to learn some of the basics of eManufacturing • to gain an understanding of the opportunities and challenges presented by the Next economy
Historically, there has been a trade-off between • setup and carrying costs
2AS EOQ = IC It went something like this: “EOQ = the square root of twice annual requirements times setup cost divided by item standard cost times carry rate” source=APICS
Early Manufacturing solutions were characterized by: Policies and practices of isolation (Sales-to-Planning- to-Materials Mgmt . . . . . . . . Poor record accuracies . . . . High costs . . . . Redundancies
Station “A” Station “B” Station “C” Sched: 100 Compl: 90 Sched: 100 Compl: 50 Sched: 100 Compl: 10 - Job for 100 units - 3 Routing operations on the shop floor - Schedule for 100 is released to the floor into WIP For instance... Let’s count WIP!
Station “A” Station “B” Station “C” Sched: 100 Compl: 90 Sched: 100 Compl: 50 Sched: 100 Compl: 10 - Job for 100 units - 3 Routing operations on the shop floor - Schedule for 100 is released to the floor into WIP 10 WIP count... by operation
Station “A” Station “B” Station “C” Sched: 100 Compl: 90 Sched: 100 Compl: 50 Sched: 100 Compl: 10 - Job for 100 units - 3 Routing operations on the shop floor - Schedule for 100 is released to the floor into WIP 10 50 90 WIP count... by operation But, how can we have so many?
Station “A” Station “B” Station “C” Sched: 100 Compl: 90 Sched: 100 Compl: 50 Sched: 100 Compl: 10 - Job for 100 units - 3 Routing operations on the shop floor - Schedule for 100 is released to the floor into WIP 10 Let’s look... at this again!
Station “A” Station “B” Station “C” Sched: 100 Compl: 90 Sched: 100 Compl: 50 Sched: 100 Compl: 10 - Job for 100 units - 3 Routing operations on the shop floor - Schedule for 100 is released to the floor into WIP 10 40 We have to consider... what has moved on!
Station “A” Station “B” Station “C” Sched: 100 Compl: 90 Sched: 100 Compl: 50 Sched: 100 Compl: 10 - Job for 100 units - 3 Routing operations on the shop floor - Schedule for 100 is released to the floor into WIP 10 40 40 So... here’s the count! But, where’s the other 10 units?
Demand Forecast Corporate Master ProductionScheduling Available - to- Promise MRP CRP Plant Source/Make/Deliver Then came “ERP”... a formal solution • “dependent demand” concept • full accountability • planning and execution in synch • “What?” and “When?”
The along came Dr. Taiichi Ohno and Shigeo Shingo! Why count WIP? Why have WIP in the first place?
Philosophically: ERP said... • You need to reconcile assets to the balance sheet • You need tools for status and control; for coping; for buffering to solve problems • You need to schedule and re-schedule; to prioritize and re-prioritize …the desire to reconcileis insidious!!
Philosophically: Ohno said... • “When production control is properly understood, inventory control is unnecessary!” • WIP is a target for problems to stick to… keep the target small!
So the trade-off was improved on by JIT! the development of • Reduced inventories • Agile/Lean manufacturing • High throughput and efficiencies • Increased Stability and Quality
It was founded on this math: “JIT means increased orderfrequency” source=Reary A Frequency = 2AS IC
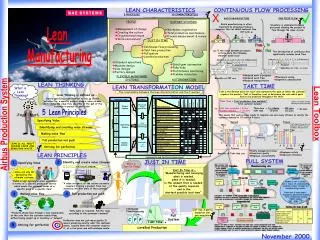
Toyota Production System founded on: • JIT (Kanban) • “Automation with a human touch” (Jidoka) • Smoothing (Heijunka)
Tricks of the trade Grandpa's Wonder Pine Tar Soap 4.25 oz. bar
So, why would Toyota buy an ERP package? • to gain Y2K compliance • to achieve lower IT costs through deployment of a common solution • adapt to constant change • proof-of-concept: facilitated by demonstrated success with “backoffice”
Fremont, CA Cambridge, Ont. Princeton, IN Georgetown, KY Background TMMNA Vehicles
Background Toyota Parts Manufacturing Delta, BC Long Beach, CA Buffalo, WV St. Louis, MO
About Toyota In North America Worldwide Size 4th Largest 3rd Largest Number of Plants 10 55 in 26 Countries Employment 30 Thousand 183 Thousand Number of Models 7 N/A Investment $11 Billion $127.5 Billion Production 1999 1 Million Vehicles 4.6 Million Vehicles Sales 1999 1.65 Million Vehicles 4.6 Million Vehicles Background Facts & Figures (Based on 1999 Data)
1 0.8 Million Vehicles 0.6 0.4 0.2 0 87 91 95 99 North American Vehicle Production
$10.0 $8.0 Billion $6.0 $4.0 $2.0 $0.0 87 91 95 99 North American Parts Purchases
Service Parts Export Parts B2B Background
So, what did Toyota do to make ERP TPS-friendly? • elimination of PO’s feeding assembly (logistics and replen signals are pre-established) • no production orders (control is built into the process) • no inventory functions (2-hour inventory!) Keep the target small!
Where did ERP Kanban Planning Demand Planning add value? • Level-by-level production planning (proprietary) • to systematize Heijunka smoothing and capacity management • to drive planned replenishment signals • link Customer orders to production kanbans • electronic poka yokesaka “quality pictures”
Other key differentiators of TPS: • Customer demand mgmt to offset legacy system minimal functionality • order process • parts shipping schedule to Customer • visibility of part production • emphasize TAKT, notorders • stability, not reaction
But how about this “APS”??? Advanced Planning & Scheduling • Optimization of key “constraints” • PeopleSoft was a pioneer in this technology
Supply Chain optimization By Constraints Capacity Inventory Delivery Cost
PRO’s fast memory-resident modelling good at complex sequencing CON’s implementation too long and complex loading the model is a “setup” cost that impedes frequency Fast forward… some pro’s and con’s of APS
So what?? Why does it matter? Let’s take stock... ERP was for accounting and provided a foundation TPS is the chain So how does APS fit in?
TPS vs APS TPS founded on: • smoothing (averaging?) • stability The bus... APS founded on: • responsiveness • event-driven planning and the elevator!
Then there was… Demand Flow Technology! • John Constanza Institute of Technology • Very similar to TPS • demand-driven execution • stable operations • stable patterns of supply
TPS assumption of complex operations and transfer lines preference for overtime to meet demand fluctuations Demand Flow assumption of light assembly preference for line re-balancing to meet demand fluctuations TPS and Flow Costanza’s Quality Stick is aShingo Poka Yoke
The attributes of … Solution soup! • Bom depth (DFT) • Levelling (TPS) • Sequencing (APS) • Release (OPT-we ignored this one!) • Event-driven (APS) • Record keeping and Capacity management (ERP)
APS + TPS = FPS! Flow Production System
Four-Wall Flow Turns are about 12/year
No-Wall Flow Result: turns are now about 36/year!
The key is cross-web sharing Planning simplification Collaborate by Rate
So what? Taking stock: if you know you have to • respond to actual demand • keep your asset base low • use JIT principles • avoid unnecessary trade-off’s what should be your course of action? Then...
Richness Reach A given: This trade-off...
Richness Reach A given: … is exploding!
And “reach” is driving commoditization! • law of 95-5 • high reach = high availability • high availability = low differentiability So the focus should be on the Supply web!
From… The age of reason where success meant • improve on the operational trade-offs • improve quality, change-over • stabilize operations • reduce number of suppliers • tightly connect to large Customers • increase market share through cost improvement • search downward opportunities
To… The age of “access” where success means • Search upward opportunities • leverage access • increase share through response to actual demand • keep flexibility at lowest point
Flexibility... The wrong way! Yet another trade-off to solve!