The C-141 StarLifter
850 likes | 1.38k Views
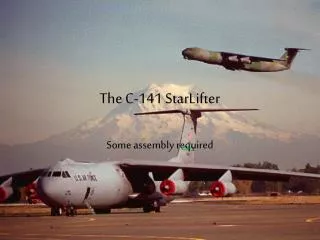
The C-141 StarLifter Some assembly required This is some of the tooling used to manufacture the C-141. These were used to shape the sides of the fuselage. In this picture you can see the aluminum skin being applied to the segment.

The C-141 StarLifter
E N D
Presentation Transcript
The C-141 StarLifter Some assembly required
This is some of the tooling used to manufacture the C-141. These were used to shape the sides of the fuselage.
In this picture you can see the aluminum skin being applied to the segment.
The completed segment is moved to a holding area, until needed.
In the lower foreground, is the lower bulkhead that the upper aft fuselage will be built upon. The section on the left side of the photo is being moved to mount on the bulkhead.
The upper skin segment of the aft fuselage is being attached to the lower bulkhead. The hole in the top will be inside the vertical stabilizer. This is one of several stations assembling this segment. All the segments are being manufactured concurrently, and will be joined at the final assembly.
This is the aft segment of the aft fuselage, which will be moved and joined with the bulkhead, and forward section.
Aft segment being mated with the bulkhead and forward section.
The aft fuselage upper segment, now completed, is being mated with the fuselage side segments in an alignment fixture.
Another view of the aft fuselage mating and alignment process.
The upper cap for the aft fuselage is being installed. The number three emergency escape hatch is visible in the forward section of the cap.
Upper forward fuselage framework. The aluminum skin is being attached on the left side of the picture.
Lower forward fuselage being assembled in fixture. It is assembled upside down for ease of assembly.
Lower forward fuselage being moved to mating fixture. The section on the right side with the two holes is the forward bulkhead where the radome will attach.
The lower forward fuselage section is in place in the alignment fixture as the upper section is lowered into position for mating.
With the forward fuselage assembled, the segment from the crew entry door, to the center fuselage is attached.
The completed forward fuselage segment is completed and moved to the fuselage mating jig. As you can see this is the first C-141A StarLifter.
Fuselage Station 1058 main frame. This is one of four main frames that completely encircle the fuselage. Main frames are located at the front and back of the center wing, they support the airplane while airborne. Fuselage station 998 and 1058 main frames support the airplane while it is on it’s wheels.
A section of the center fuselage that contains, from bottom to top, the 1058, 998, and 958 main frames.
Center fuselage floor segment being lowered into an alignment/mating fixture.
Center fuselage main frame segment being positioned near alignment/mating fixture.
Main frame segment being mated with floor segment. In the lower center of the picture you see a large hole where the crane cable is attached. This will be used to hold the main landing gear pivot pin. It is located in the FS998 main frame.
Floor panels are installed in the center fuselage. In addition to acting as a floor, the panels provide stability to the structure. If the floor panels were not installed the segment could become distorted cause failure.
Main frame segment being lowered into alignment and mating fixture.
Lower section of the center wing box being installed in an alignment fixture. You can see the upper pressure diaphragm that will be contained within the assembly.
Lower center wing placed in the alignment fixture. Notice the risers on the sides of the panels. These were milled to shape in order to provide strength to the panels.
In order to save space on the manufacturing floor, the upper surface of the center wing was assembled vertically
The upper surface of the center wing box is being lowered on top of the lower surface in the alignment/mating fixture.
Final asymmetry checks being performed on the completed center wing box. You can see the rib that the fuselage will attach to on the rear beam of the center wing box.
Center wing box being moved to center fuselage alignment/mating fixture. The dark square hole is to provide access for maintenance personnel.
Fuselage mating fixture. All three segments of the fuselage will be aligned and mated in this fixture.
Center fuselage section from fuselage station 734 through station 1058. It is being moved toward the mating fixture.
Center fuselage being placed into the alignment/mating fixture. The center fuselage is the heart of the airplane. All other assemblies will be aligned to it.
Aft fuselage being lowered onto the alignment/mating fixture. Once on the fixture it will be moved forward to mate with the center fuselage.
Forward fuselage being lowered into the alignment/mating fixture. It will be moved aft to mate with the center fuselage.
Main landing gear pods. They do not carry structural load, and their only purpose is to provide an aerodynamic enclosure for the landing gear.
Main landing gear pod installed on the left side of the airplane.
Adding the brake, wheel, and tire assemblies. The tires are 28 ply 44 x 16 inch radials.
This is the brake assembly. It is a multiple disc assembly. Just behind the brake is the bogie beam positioner which keeps the wheels level for landing.
Measure with a micrometer, mark it with chalk, cut it with an ax. The landing gear doors are installed and trimmed to fit with the landing gear retracted into the wheel well.
As the production line begins to move you can see the second ship forming on the left background. In the foreground, you can see the men assembling the aft fuselage upper segment to the bulkhead as we saw at the beginning of this presentation. What was a stock pile of parts is now occupied by the airplane.
The wings were made off site, and brought to Marietta, GA by train.
The wings are brought into the facility, and prepared for assembly. They are only a fuel cell at this point. The trailing edge and leading edge components will now be added.
The facility was also being used for production of other airplanes at this time. The C-140 (JetStar) in the background was in the final production area. Later in the production of the C-141A, the C-5A production line was started.
The trailing edges are being installed. This includes the flap tracks.
Once the trailing edge is attached to the wing, preparations are made for wing installation.