Download
1 / 17
170 likes | 351 Views
Oil oxidation impact on Feed pump and turbine performance. Presenter: Walter Bischoff. Fundamentals observed. Issue Reporting and Resolution Inform appropriate person of conditions adverse to quality Attention to detail Monitoring equipment for adverse trends

E N D
Oil oxidation impact on Feed pump and turbine performance Presenter: Walter Bischoff
Fundamentals observed • Issue Reporting and Resolution • Inform appropriate person of conditions adverse to quality • Attention to detail • Monitoring equipment for adverse trends • Performance monitoring (See the trend from every angle) • Assertive Engineering • Drive issues to resolution • Teamwork and Cross discipline involvement • Combined efforts of Operations • Mechanical Maintenance • I&C Maintenance • Engineering
All stations are vulnerable to oil oxidation • Occurs by not cycling oil and system flushing • Local deposits are undetectable by oil analysis tasks • Oil analysis monitors impurities and will not detect sludge deposit • Swapping oil filters will not prevent sludge deposits • FME controls will not prevent this vulnerability
Risks associate with aged oil: Oxidation • Aged oil forms sludge deposits impacting: • Oil pipe orifices • Pressure control valves • Bearing house inlet ports • Critical instrument connections • Potential to impact generation: • Impact pump/turbine performance • Shorten bearing life • Small bearing house inlets are more susceptible to blockage • Down power to perform repairs • Low oil pressure trip switches
How does this happen? • Sludge and varnish form when oxygenated reaction by-products, such as hydroperoxides and carboxylic acids, combine to form larger molecular species. • When a number of such molecules combine, the process is termed polymerization and results in the formation of large molecules of high molecular weight. • Exposure to O2 in air allows the reaction to occur. • Because the viscosity of an oil is directly related to the size of the molecules, any degree of polymerization will result in an increase in the measured viscosity. • If polymerization continues to such an extent that solid material - sludge and varnish - forms in the oil, as the molecules become too large to remain a liquid. • However this will not be detected if polymerization and sludge deposits are not within the reservoir – in the piping or sensing lines.
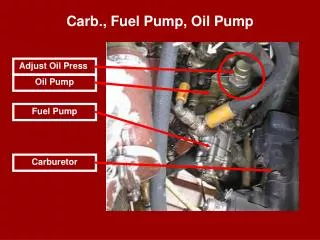
Equipment overview • Hydraulic and Lubricating Oil is supplied from a reservoir through by 1 main (1 aux) oil pump. • Pressure control valves port excess oil back to the reservoir • Each RFP/T receives lubricating oil from a common source • RFP Inboard journal bearings • RFP outboard journal bearings • RFP Thrust bearings (2 inlets) • RFPT Inboard journal bearings • RFPT outboard journal bearings • RFPT thrust bearings
Hope Creek’s Experience • Resumed Operation after a refueling outage 11/15/10 • ‘B’ RFP Inboard bearing metal temperature climbed to 185 degrees F • Normal operating bearing metal temperature is less than 185 degrees F • Alarm / alert limit is 190 degrees F • Action limit is 200 degrees F • All other bearing temperatures indicated less than 180 degrees F • No external indications of degradation • No vibration data to support the rising trend • No axial position data to support the rising trend • No outage work was performed that could have impacted the bearing • Bearing oil header pressures (local and PI) was below the normal limits. • Indicated 13.5 psig • Normal: 15-20 psig • Other pump and turbine bearings were observed normal and consistent
Bearing temperature trends for All 6 RFP bearings 12/22-12/23 performed Troubleshooting plan 12/17/10: Operations receives alarms for high bearing temperature 12/3/10: notification to perform troubleshooting 11/24/10: notification for elevated bearing temp
Actions taken as a result of notification • Adverse Condition Monitoring plan • Increase bearing temperature • Reduce Rx power by 1% if temperatures exceed 200 degrees F • Remove RFP for repairs before peak generation season. • Failure Mode Causal table with Troubleshooting plan • Raise Bearing oil pressure to 18 psig and monitor • Projections made for bearing metal trends (added to POD) • Predicted exceeding the action level during peak March 8th 2011 • Scoped into the next forced outage
Troubleshooting the oil pressures • Performed on 12/22 and 12/23 to increase oil pressures to upper part of the operating band (13 to 15 psig) and (15 to 18 psig). • Alarm / alert limit is 190 degrees F • Action limit is 200 degrees F • All other bearing temperatures indicated less than 180 degrees F • Expected results were inconsistent with actual results. • Different Inboard and outboard bearing temperature changes • Expected similar drop in bearing temperatures. • Bearing temperature rate of rise slowed from 1 degree per 10 days to 1 degree per 20 days. • Predicted reaching the action limit June 8th 2011 • No vibration trends • No rising temperatures on the other bearings • Determined that oil blockage somewhere between the oil header and the bearing inlet house.
Troubleshooting results • Inboard Bearing temp dropped by 2.5 degrees • Outboard Bearing temp dropped by 5 degrees Inboard Bearing temp Outboard Bearing temp Lubricating oil pressure
Planned March 2011 outage for ‘R’ SRV • While shut down, the station disassembled the Inboard bearing. • Bearing was normal with no signs of excessive wear • Bearing clearances were within tolerance • Oil inlet housing and drain was clear of debris and within spec • The Cause: Oil Blockage • Maintenance the pipe from the oil header and bearing house. • There is an orifice that fits the pipe to the bearing house. • The connection was pressurized with air and sludge shot out of the pipe. • The bearing was starved of oil resulting in elevated bearing temperatures without vibrations.
Corrective actions and lessons learned • Implemented a PM activity for flushing the system every 6 years regardless of turbine overhaul. • Flushing was only performed with an overhaul • Lessons learned: • Bearing metal temperatures trend up without vibration with low lubricating oil flow. • Maintain Lube Oil supply line free of sludge and residual oil residue and perform system flushes and inlet piping inspections at a frequency that suits your station (6 years for Hope Creek). • Sludge and residual residue can accumulate even with oil strainers and sampling.
Questions… Q&A Time... Awake? Can I clear a room or what? I'll miss you all. Farewell to the Feedwater system