
硬化劑 ( B 劑)
環氧樹脂 ( A 劑). 環氧樹脂 填充料. 硬化劑 ( B 劑). 固 化劑 促進劑. 攪拌時間 溫度. 混 合. 黏度. 成 型. 溫度 時間 熱傳特性 烘箱設計. 烘 烤. Tg 熱膨脹係數 機械強度 耐濕性. 產品特性. 電子元件 支架 銀膠 晶 片 銲線 黏膠 金線 烘烤條件 2. 環氧樹脂系統 環氧樹脂 硬化劑 促進劑 填充料 配比 模具、反射板 模具設計 反射板品質. LED 封裝用樹脂材料組成.

硬化劑 ( B 劑)
E N D
Presentation Transcript
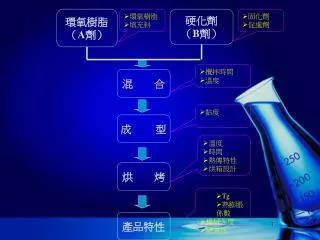
環氧樹脂 (A劑) • 環氧樹脂 • 填充料 硬化劑 (B劑) • 固化劑 • 促進劑 • 攪拌時間 • 溫度 混 合 • 黏度 成 型 • 溫度 • 時間 • 熱傳特性 • 烘箱設計 烘 烤 • Tg • 熱膨脹係數 • 機械強度 • 耐濕性 產品特性
電子元件 • 支架 • 銀膠 • 晶片 • 銲線 • 黏膠 • 金線 • 烘烤條件 • 2.環氧樹脂系統 • 環氧樹脂 • 硬化劑 • 促進劑 • 填充料 • 配比 • 模具、反射板 • 模具設計 • 反射板品質
◎玻璃轉移溫度,Tg(Glass Transition Temperature) 定義:當高分子材料由硬而脆之玻璃狀態,轉變成軟而韌之橡膠狀態時,其溫度範圍稱之。(All polymers, at temperature below a certain level, exhibit properties characteristic of a brittle solid or glass. As the temperature is raised, a point is reached where the properties of the polymer change to those of a rubber. This temperature is calling Glass Transition.) Total Specific Volume Vo Occupied Vf Tg temperature→
T>Tg → 橡膠狀態 T<Tg → 玻璃狀態 • The Tg of an epoxy is closely related to the distortion temperature (HDT); 然而, the two values are not the same • 可由玻璃轉移溫度(Tg)來預期溫度循環(Temp.-cycle),熱衝擊(Thermal-shock)及產品使用溫度。 • 玻璃轉移溫度(Tg)與使用條件有關,亦與硬化情形有關。 • 玻璃轉移溫度(Tg)高於使用溫度5~10%較適合。 • 當同一配方,其所得硬化物玻璃轉移溫度(Tg)愈高時: • 交聯密度(cross linking density)較高。 交聯密度: • 硬度愈高—對機械或熱應力而言較脆。 單位長度內的交聯點數稱之 • 收縮愈大, 內應力愈大(收縮α內應力)。 • 吸濕性較高。 • 使用壽命下降。 • Temp. -cycle下降。
熔化聚合物的關鍵性要素 ● 加熱速率 ● 樣本尺寸形狀 ● 熱歷史 ● 結晶度 ● 樣本的製備程序
保存 • 環氧樹脂系統及相關材料: • 必須將之保存在原來的容器內。 • 應避免過度加熱—如持續保存在50℃以上,對於大多數的環氧樹脂來說,將會大幅度縮短其生命週期。 • 應避免太陽直接照射。 • 擴散劑Dp (Diffusant paste) 內含易於沉淀的填充料(如礦石).—它是 絕對需要先攪拌均勻再取用。 • 建議使用冷藏的方式來保存單液型的原料(銀膠)。 • 二液型的原料(A、B膠)不需冷藏(25 ~40℃)—冷藏保存將導致某些原料結晶。
再使用 如容器內的內容物無法立即用畢, 該容器應立即密封以避免污染。 濕汽B劑(硬化劑) 水解 表面硬塊 無法融化或分解 效果降低(特別是有關電氣與耐濕性)
操作壽命 • 環氧樹脂系統的操作壽命,即指環氧化合物的黏度在超過可使用的極限時間。通常用 centipoises (cps)來表示,此外,溫度是影响操作寿命的主要因素。 • 操作时间: • A/B膠混合後,黏度上升至起始黏度兩倍之時間。 • A/B膠混合後,黏度上升至無法操作之時間。
多數環氧樹脂的反應速率,將會每增加10℃的溫度就成長一倍。多數環氧樹脂的反應速率,將會每增加10℃的溫度就成長一倍。 • 加熱環氧樹脂通常是为了降低黏度,使其達到更易脱泡的目的。 • 建議: • 只需加熱A劑(樹脂)—過度加熱B劑原料,將導致材料劣化。 • 預熱的溫度不應過高,否則操作壽命將會縮短。
一般製造廠的需求 • 縮短加工時間 • 增加模条的使用次數 • 增加產量 • 降低成本 • 改變樹脂配方 • 提高硬化溫度 • 提高硬化溫度之潛在問題: • 樹脂硬化反應太紊亂(random)之傾向。 • 網狀結構之內部應力(internal stress)增加。 • 溫度偏高導致架橋反應與裂解反應相互競爭。 • 硬化物之機械、物理、電氣、熱穩定性等性質普遍降低。
硬化的定義: • 化學上—完全反應。 • 工業上—使用時能得到最佳性質所必需的硬化程度。 • 加工條件上的選擇: • 預熱溫度的選擇。 • 昇溫速率的選擇。 • 硬化溫度的選擇。 • 後硬化溫度的選擇。
環氧樹脂與硬化劑反應是放熱反應,環氧樹脂的熱傳導很差,粘度又大,所产生的熱不易消散,對整體來說,此系統的反應是處於絕熱狀態。熱量效應與樹脂的重量,模条的形狀也有關係,在反應過程中,因熱量的累積,常使中心反應溫度比其他地方高。環氧樹脂與硬化劑反應是放熱反應,環氧樹脂的熱傳導很差,粘度又大,所产生的熱不易消散,對整體來說,此系統的反應是處於絕熱狀態。熱量效應與樹脂的重量,模条的形狀也有關係,在反應過程中,因熱量的累積,常使中心反應溫度比其他地方高。 70℃ →→→ 120℃
圖1 Schematic, two-dimensional representation of curing of a thermo set, starting with A-stage monomer(s) (a); proceeding via simultaneous linear growth and branching to a B-stage material below the gel point (b); continuing with formation of a gelled but income- pletely cross-linked network (c); and leading finally to the fully cured, C-stage thermo set (d).
凝膠點(Gel point): 反應進行中,分子量迅速增加,且最後使得幾條分子鏈連接在一起,成為極大的分子量網狀系統。由一黏性的液體變成一有彈性的膠狀,將呈現極大網狀系統的主要現象,這種迅速且無法改變的變化, 即稱為凝膠點。
一般成型種類: • 凝膠點前: • 聚合作用狀態 • 線性及增加聚合物鏈的支鏈 • 黏度增加( 黏性液體 ) • 凝膠點: • 聚合物不會流動 • 黏度≒1×105~1×108cps • 反應程度 α=0.55~0.8 • Mw→無限 • 反應不完全 • 凝膠點後: • 硬化反應速度緩慢 • 交聯密度↑ • Tg ↑ • 硬度 ↑ • 玻璃化狀態 : • Tg=成型溫度 • 聚合物鏈無法移動 • 反應降低(硬化反應變得非常緩慢) • 可逆的轉變(假如成型溫度↑) • 反應程度 α=0.6~0.95 ( 依成型溫度而定)
樹脂的硬化過程: (1) 活性大的官能基形成第一級的微粒凝膠 ( size≒10~50 nm ) (2) 第一級的微粒凝膠增大( 樹脂熱傳導係數低,硬化反應放熱使第一級的微粒凝膠附近溫度較高) (3) 第一級的微粒凝膠與第一級的微粒凝膠結合,形成第二級的微粒凝膠 ( size≒2~50μm ) (4)第二級的微粒凝膠與第二級的微粒凝膠結合 第一級的微粒凝膠與第一級的微粒凝膠結合力大於第二級的微粒凝膠與第二級的微粒凝膠結合力,因此應力集中於第二級的微粒凝膠與第二級的微粒凝膠結合處。
前硬化溫度太低(在gel-Tg以下): • 凝膠化與玻璃化同時發生,當溫度再增高,可能仍會呈液體狀。轉化率不夠,硬化不完全,且所需時間太長。 • 前硬化溫度適中: • 硬化反應速率慢,微粒凝膠大(primary microgel) • Tg與硬化溫度相同 • 網狀結構密度大(交聯度高) • 抗化學性高及各種物性優異 • 硬化溫度高: • 放熱量大,聚溫太高,造成邊緣與中心溫差大 • 硬化速率太快,微粒凝膠小 • 網狀結構密度小,Tg低 • 抗化學性低,物性差
圖10 顯示LED lamps用不同的時間在有post cured於100℃下之後的DSC測試結果比較。由此圖上可發現,環氧樹脂分子式post cured於100℃的過程,在4小時後反應被終止。因此,除了加熱溫度之外,therefore, unless heating temperature is increased for the process conditions after such four hours, the process will be nothing but the waste of energy. As indicated from the testing results in Fig. 8 through Fig. 10 as aforesaid, the adoption of “Du Pont DSC” technique as the criteria for determination of the process conditions could yield the following advantages: Advancing the product quality, Promoting the acceptable percentage of product, and Avoiding waste in energy consumption. fig. 10 Comparison of DSC testing results on LED lamps availed from different time curing at 100℃.
圖9 顯示LED lamps在120℃ 30min的條件下會成型,和post cure 在120℃ 不同的時間下去比對DSC圖所指出的測試結果一樣。譬如,圖上顯示當120℃特殊的分子式起成型作用,甚至用長時間來做完全的補救時,此特徵可幫助指出改善之處,或許可利用它的post curing溫度來達成目的。 圖 9 LED lamps 用不同的post curing時間,以及其DSC方法的測試結果比較。
圖 8 顯示DSC方法使用於LED lamps在120℃ 30min及post cure在130℃不同時間條件下成型之測試結果比較,亦顯示DSC方法使用於LED lamps在130℃ 30min成型及post cure在130℃不同時間之測試結果比較。 圖上亦顯示120℃ 30min 是成型的優先條件,而不是130℃ 20min。(儘管post cure在130℃只需2小時。) 圖8 LED lamps用不同的成型溫度及DSC方法測試結果比較
Cp (色膠) • 應存放於陰涼處 • 建議勿將Cp長期存放於溫度40℃以上之處—以免褪色 • 如結晶化產生時—再次融化Cp • 勿與不同製造業者的A/B膠混合(PH值及焓也許不相同)