Download

1 / 38
390 likes | 537 Views
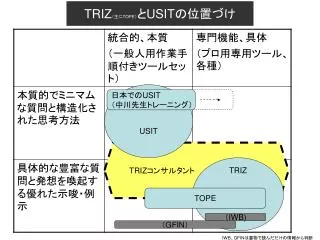
Développement de systèmes d’information de production : Ingéniérie des besoins orientée problèmes clés. Présentation TRIZ France Ensam 20/06/2006. LGECO. Modélisation et évaluation de performances Technologies CAO et calcul numérique en ingénierie. OTSM-TRIZ Gestion de l'innovation

E N D
Développement de systèmes d’information de production :Ingéniérie des besoins orientée problèmes clés Présentation TRIZ France Ensam 20/06/2006 LGECO
Modélisation et évaluation de performances Technologies CAO et calcul numérique en ingénierie OTSM-TRIZ Gestion de l'innovation Anticipation Conception de systèmes de production Conception et technologies Conception inventive et innovation Conception Connaissances et compétences en conception Formation et développement de compétences Acquisition et validation de connaissances Pilotage des systèmes de connaissances et de compétences Thèmes de recherche du LGECO
c c c c Principes de contingence Du SI à la sémiotique c c c c Contradiction d’évolution Démarche / exemple Conclusions / Perspectives Plan de l’exposé Problème initial
60 % d’« échecs » Beaucoup de travaux c c ??? c Conditions de succès c Contingence / modularité Du SI à la sémiotique Principes de contingence Du problème initial vers une nécessité d’abstraction Adaptation des méthodes en fonction du contexte projet Utilisation conjointe de différentes méthodes
Problème initial c c Principes de contingence Elément adapté c c Facteurs d’adaptation Méthodes Séquence d’adaptation Projet S.I Remontée aux concepts du SI Caractérisation par les problèmes Les principes de contingence
c c c c OTSM-TRIZ vecteur de caractérisation • Efficacité de la notion de problème en conception de produit • Adaptation à un contexte multi-culturel • Contexte particulier de CSI pour la production et la conception
Caractérisation par les problèmes c c Diversité du concept SI Nécessité de clarification c c Rôle du SI dans l’organisation Notion d’Information Sémiotique Paramètres de performance Fonctions génériques Du SI à la sémiotique Vision interactionniste : émergence de représentations partagés Vision instrumentaliste : traitement de l’information
Propriétés génériques Rôle du SI Caractérisation par les problèmes c c Contradictions d’évolution CE c c Formuler les CE Vers les contradictions d’évolution Démarche de caractérisation Mise en oeuvre Conclusions / perspectives
c c c c Formulation des contradictions d’évolution • Classe de système • Fonctions de la classe de système • Paramètres de performance de chaque fonction • Identification des paramètres de performance en contradiction pour une même fonction
Modèle générique de problème clé (OTSM-TRIZ) Classe de système SI Fonction n Fonction 1 … Paramètre deperformance 1 Paramètre deperformance 2 en contradiction Problème clé, sur un élémentcaractéristique du sysème
c c c c Fonctions de la classe de système Sémiotique Fonctions PER - FORMA Cadrer Adapter IN - FORMA FORMA Mémoriser
c c Individuel Collectif c c Déploiement de stratégie Coordination Apprentissage organisationnel Efficacité dans l'action Adaptation aux schèmes cognitifs Paramètres de performance SI Dualité individuel / collectif
c c c c Schéma de formulation Il faut faire A car Bmais il ne faut pas faire Acar C : • A: élément caractéristique de la fonction • B: raison liée aux performances au niveau individuel • C: raison liée aux performances au niveau collectif
c c c c Elément caractéristique Sémiotique Fonctions Elément caractéristique Liberté décisionnelle PER - FORMA Cadrer Degré de spécificité IN - FORMA Adapter FORMA Volume Mémoriser
c c c c Contradiction relative au volume Il faut augmenter le volume des informations mis à disposition de chacun pour favoriser la coordination et l’amélioration de l’organisation. Il ne faut pas augmenter le volume des informations car trop d'informations nuisent à l'efficacité dans l'action. ET
c c c c Contradiction relative au degré de spécificité Il faut augmenter le degré de spécificité des informations mises à disposition de chaque acteur pour que leur exploitation soit efficace. Il ne faut pas augmenter le degré de spécificité des informations car cela nuit à la coordination et à l'amélioration de l'organisation. ET
c c c c Contradiction relative à la liberté décisionnelle Il faut diminuer la liberté décisionnelle dans les actions à accomplir pour limiter les "non-qualités" et être efficace. Il ne faut pas diminuer la liberté décisionnelle car les acteurs ont besoin d'un espace d'autonomie. ET
Identification des contradictions avérées Caractérisation du projet c c Bilan des solutions partielles et problèmes résiduels c c Définition des architectures extrêmes Identification des architectures extrêmes et architecture cible Définition d’une architecture cible Développement du SI Démarche de caractérisation Interprétation du sens des rôles individuel et collectif
Génération N-1 Génération N Génération N+1 temps évolution évolution Cible : le SI c c PC 1 CE 1 PC 2 CE 2 PC 1 résolu PC 2 CE 2 Apparition de PC3 CE3 Nouvelle apparition de PC1 CE1 PC 2 résolu PC 3 résolu c c Contradictions avérées et projet SI PC : problème clé CE : contradiction d’évolution
c c c c Exemple • PME 100 personnes • 5000 références fabriquées sur commande • Ilots de processus (conventionnel et CN) • Logiciel de Gestion de Production spécifique • Objet du projet : suivi des produits
Extraction des documents par lot de commandes de même type Réception Saisie c c Date, N° Client, Références Sans fautes + express Feuille approvisionnement de brut Feuilles de lancement Fiche de lot Feuille de contrôle fabrication c c 1 fois / jour à midi pour les sans fautes Code opérateur, Type de commande Affectation n° commande Références et quantités Sans fautes + Réassorts Vers le lancement en fabrication Vérification des commandes VRP Analyse de l’existant Service commercial
Cylindrique Cylindrique Cyl H2N Cyl H3N Cyl rose c c Cyl gris Bombé Bombé Bom. H2N Bom. H3N + c c Bom. rose Bom. gris CNC CNC CNC H2N CNC H3N CNC rose CNC gris Stock d'apprêts bruts : diamètre, épaisseur et largeur standards Feuilles de lancement : taille diamètre, largeur usinée, quantité Plateaux de fabrication préparés Plateaux mis à la taille Poste de mise à la taille Analyse de l’existant Lancement en fabrication
Vers l'atelier usinage traditionnel c c Bombé Cylindrique CNC Bombé Cylindrique c c Vers l'atelier CN Alésage intérieur et extérieur des plateaux type traditionnel Vers usinage traditionnel puis CN ou contraire Mise sur fiche de lot (n° de série identique, plusieurs commandes client) Plateaux mis à la taille Analyse de l’existant Production
Série 333 Série 825 Série 816 Série 733 Série 100 Série 901 Série 235 Série 115 Classique Tri Classique Bi c c Poids et nombre de pièces par barquette Classique R Classique G Pesage des barquettes N° lot + date de passage c c Remplissage de la feuille de contrôle de fabrication Fantaisie G Fantaisie R Remplissage de la feuille de contrôle qualité Mise en barquettes par famille Arrivée des lots avec pièces usinées Contrôle des pièces Analyse de l’existant Contrôle qualité
Améliore la netteté et l'aspect des produits. Feuille de contrôle qualité c c Vers le conditionnement c c Feuilles de lots Chaque barquette subit des opérations différentes. Postes de polissage, lavage et rhodiage Barquettes Analyse de l’existant Traitement de surface
Saisie du numéro lot c c Barquettes c c N° Commande N° Client Référence, Poids N°3715 Code barres retranscrivant le n° de lot Vérification de chaque produit (pesage, édition étiquette) Conditionnement de chaque produit Fiche de lot Ré-association fiche de lot produit (classement par grandeur des alliances) Analyse de l’existant Conditionnement
N°2 … N°1 c c N°5 Sachet grip avec produit N°3723 N°3715 N°3735 c c N°371 N°374 N°371 Lecture du code barres (affectation par le système informatique d'un n° de crochet correspondant à une commande client) Emballage et expédition Lecteur code barres Facturation automatique lorsqu'une commande client est complète Analyse de l’existant Facturation packaging
c c c c Caractérisation du projet Il faut augmenter le volume d’informations relatives à l’avancement à fournir par les opérateurspour améliorer le suivi de fabrication ET Il ne faut pas augmenter le volume d’informations relatives à l’avancement à fournir par les opérateurspour ne pas diminuer leur temps de travail opérationnel
c c c c Caractérisation du projet Il est nécessaire de réduire les initiatives des opérateurs pour mieux pré-localiser les pièces ET Il ne faut pas réduire cette capacité d’initiative pour leur permettre d’équilibrer les charges sur les machines quelques soient les perturbations de flux
Architecture 2 V - et LD - Planification de la production sans diffusion ni remontée d’information de suivi Liberté totale d’organisation, aucune diffusion ni remontée d’information de suivi c c V- et LD + Architecture 1 Architecture 3 V + et LD + Liberté d’organisation avec diffusion et remontée d’information de suivi Architecture 4 V + et LD - Planification de la production avec diffusion et remontée d’information de suivi c c Architectures extrêmes Description Architecture Intensifications correspondantes
Connaissance de l’image réelle des flux dans l’atelier Liberté totale d’organisation Objectifs Entreprise 1 c c 3 2 Architecture de type 2 (planification et peu d’infos de suivi) Suivi quasi inexistant (conditionnement) Architecture de type 3 (trajets indicatifs). 4 Architecture SI 4 c c Suivi fin CN 6 Ilots de machines CN et conventionnelles Structure atelier 5 5 Actuel Court/Moyen terme Long terme Architecture extrême à l’architecture cible Respect des délais avec planification de la production Disparition des machines conventionnelles. Moins de machines conventionnelles.
c c Arrivée zone d’attente îlot Sortie zone d’attente îlot Arrivée zone de travail Début d’usinage Fin d’usinage Sortie zone de travail Arrivée zone d’attente îlot suivant c c Temps d’attente amont zone de travail Temps d’usinage 1er îlot Temps d’attente aval zone de travail Temps d’attente 1er îlot Temps de transfert vers l’îlot suivant Temps de transfert vers la zone de travail Architecture extrême à l’architecture cible ….
c c c c Conclusion de l’exemple • Contradictions : Orientation de l’étude de l’existant • Intensification à partir des contradictions architecture • Caractère structurant de la vision multi-écrans • Caractérisation à partir de l’architecture cible
Connaissances générales CE + rôle SI c c Architectures extrêmes c c Architecture cible Contradictions avérées Connaissances spécifiques Principe de convergence et démarche de caractérisation Caractérisation fiable
c c c c Bilan intermédiaireGoepp V, Kiefer F. Design of information system architectures using a key problem framework. Computers in Industry; 2006; 57 (2): 189-200. • Etude des SI et de son développement du point de vue des problèmes de fond • Fiabilisation de la caractérisation requise par les processus contingents existants • Démarche semi-formelle, réservée à des systèmes d’étendue réduite
c c c c Lien avec l’IB orientée « buts » • Rôle des contradictions : « buts génériques » intégrant la gestion des conflits entre objectifs ? • Intensification comme support à l’identification d’architectures (« scénarios » ?)
Contexte particulier Difficulté Multidisciplinarité Représentationpartagée Cycles de vie hétérogènes Alignement du SI Le contexte des SI de production
IB orientéeproblèmes IB orientéebuts Force Adapté au contextedes SI de production Démarche complètedepuis l’élicitation desbesoins jusqu’àl’architecture Faiblesse Limité aux petits projets Architecture globaleuniquement Concept de but flou Forces et faiblesses