DIE CASTING
DIE CASTING. Presented by: Chandra bhan prajapati 2008AMD2934. The casting process is subdivided into two distinct subgroups:. 1 - Expendable mold casting (sand, plastic, shell, and investment (lost-wax technique) mouldings.) . 2 - Nonexpendable mold casting

DIE CASTING
E N D
Presentation Transcript
DIE CASTING Presented by: Chandra bhan prajapati 2008AMD2934
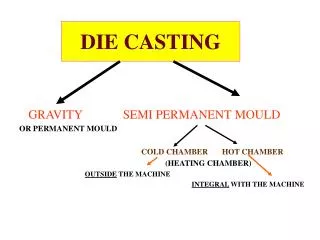
The casting process is subdivided into two distinct subgroups: 1 - Expendable mold casting (sand, plastic, shell, and investment (lost-wax technique) mouldings.) 2 - Nonexpendable mold casting (permanent, die, centrifugal, and continuous casting). Classification of die casting: (a)Gravity Die Casting (also called permanent mould process) (b)Pressure Die Casting
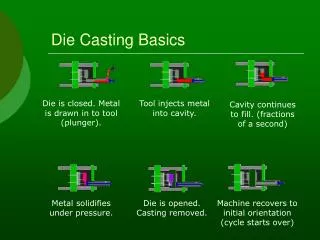
Die Casting Process Flow (Image courtesy: wiki)
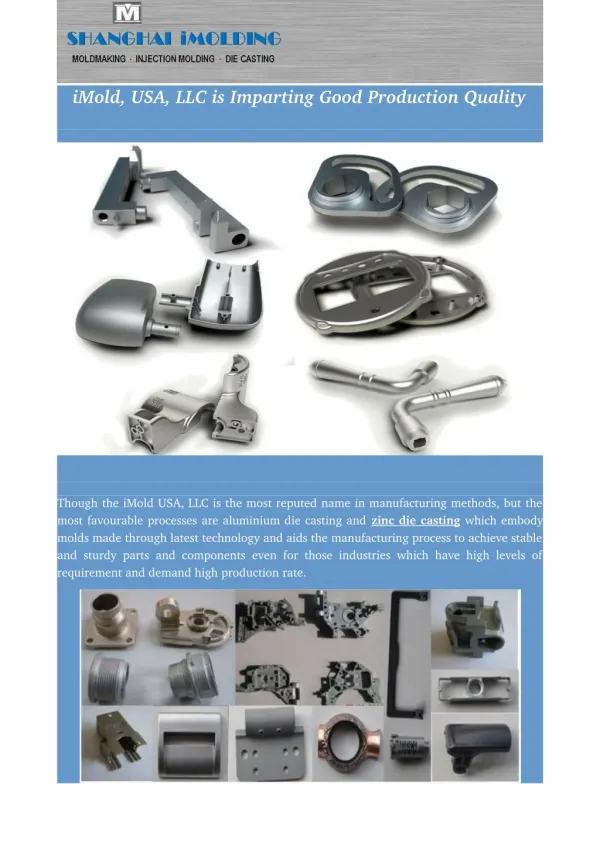
[ pressure die Casting Techniques] [Pressure-die casting] [Die casting Fence fittings] [Die cast Part of automobile] (Image courtesy: wiki)
There are two basic types of die casting machines: (1)hot-chamber machines (2) cold-chamber machines (Hot Die Casting machine) (Image courtesy: wiki)
cold-die-casting machine (Image courtesy: wiki)
( Cooling Curve for casting) (Image courtesy: wiki) Chvorinov's rule: The local solidification time can be calculated using Chvorinov's rule, which is:
Structure: (Intermediate cooling rates from melt result in a dendritic microstructure. (Image courtesy: wiki)
Minimum wall thicknesses and minimum draft angles for die casting are :
Die casting materials: • Zinc: the easiest alloy to cast; high ductility; high impact strength; easily plated; economical for small parts; promotes long die life. • Aluminum: lightweight; high dimensional stability for complex shapes and thin walls;. • Magnesium: the easiest alloy to machine; excellent strength-to-weight ratio; lightest alloy commonly die cast. • Copper: high hardness; high corrosion resistance; highest mechanical properties of alloys die cast; excellent wear resistance.
Common aluminum alloys for die casting are summarized as follows:
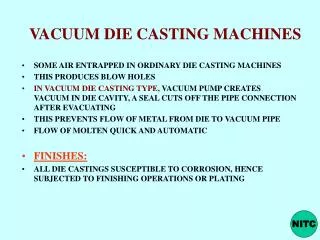
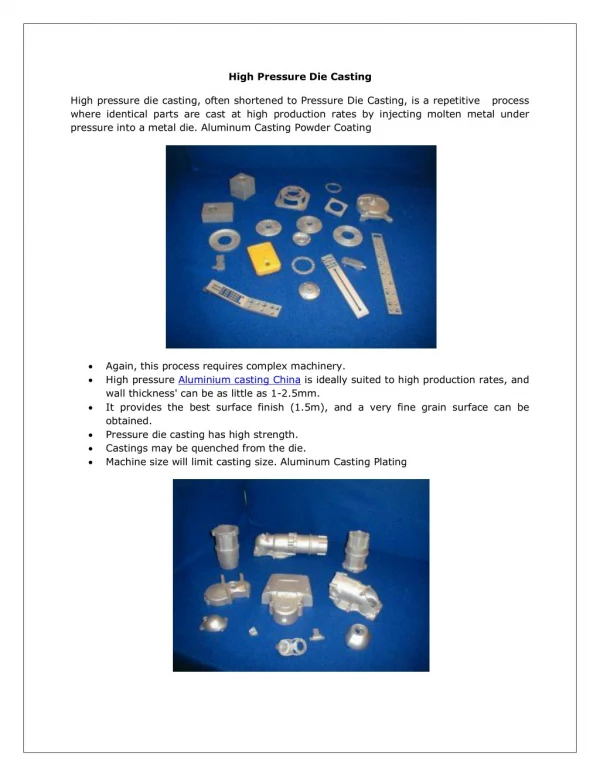
Advantages: • Excellent dimensional accuracy • Smooth cast surfaces (1—2.5 μm rms). • Thinner walls can be cast • Inserts can be cast-in (such as threaded inserts, heating elements ) • Reduces or eliminates secondary machining operations. • Rapid production rates. • tensile strength as high as 415 MPa . • Disadvantages: • Casting weight must be between 30 grams and 10 kg • Casting must be smaller than 600 mm • High initial cost. • Limited to high-fluidity metals. • A certain amount of porosity is common. • Thickest section should be less than 13 mm • A large production volume is needed to make this an economical .