第六节 塑件脱模机构设计
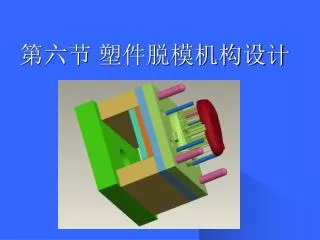
第六节 塑件脱模机构设计. 1 、教学目的与要求 目的: 学习塑料注射模具脱模机构及设计要求。 要求: ( 1 )掌握脱模机构的结构分类; ( 2 )掌握脱模机构结构中的简单脱模机构设计; ( 3 )熟悉脱模机构结构中的二次脱模机构及其它结构的设计; ( 4 )掌握相关的英文词汇。. 制品包裹型芯的情况. 顶杆( ejector pin ). 顶 出 板 ( ejector plate ). 顶出固定板 (ejector retainer plate). 制品顶出型芯的情况. 拉料杆 ( sprue puller).

第六节 塑件脱模机构设计
E N D
Presentation Transcript
1、教学目的与要求 目的: 学习塑料注射模具脱模机构及设计要求。 要求: (1)掌握脱模机构的结构分类; (2)掌握脱模机构结构中的简单脱模机构设计; (3)熟悉脱模机构结构中的二次脱模机构及其它结构的设计; (4)掌握相关的英文词汇。
顶 出 板 (ejector plate)
顶出固定板 (ejector retainer plate)
第六节 塑件脱模机构设计 一、脱模机构 (一)脱模机构的结构组成 1. 顶杆 2. 顶出板 3. 顶出固定板 4. 回程杆 5. 拉料杆
(二)对脱模机构的要求 1.塑件留于动模; 2. 保证塑件的质量; 顶杆一般设计在制品壁厚的地方或强度大的部位。 3.结构可靠。
(三)、 脱模机构的分类 1.按动力来源分; 机动脱模 手动脱模 液压脱模 气动脱模
2. 按模具结构分: 简单脱模机构 顺序脱模机构 二次脱模机构
二、脱模力的计算 (一)薄壁件的脱模力 当制品的璧厚与型芯直径的比小于0.05时,我们称其为薄璧制品,其脱模力可按下式计算。 1.1 型芯为圆形截面 1.2 型芯为矩形截面
二、脱模力的计算 式中:Q—脱模力,N; t—制品的平均璧厚,cm; L—塑件包裹型芯的长度,cm; S—塑料的成型收缩率, E—塑料的弹性模量,N/cm,见表1; —型芯的脱模斜度; —塑料的泊松比,0.3~0.45; k—与、有关的系数,k= 1+cossin,其值约等于1; f—塑料与型芯的静摩擦系数,见表2。
二、脱模力的计算 表1 弹性模量E值
塑料品种 f 塑料品种 f 高抗冲击聚苯乙烯 聚丙烯 高密度聚乙烯 尼龙类 聚碳酸酯 聚砜 0.35~0.4 0.2~0.35 0.15~0.2 0.24~0.31 0.35 0.4 聚苯乙烯 ABS 聚甲醛 聚苯醚 0.12~0.15 0.2~0.25 0.15 0.35 二、脱模力的计算 表2 静摩擦系数f值
二、脱模力的计算 (二)厚壁件的脱模力 当制品的璧厚与型芯直径的比大于0.05时我们称其为薄璧制品,其脱模力可按下式计算。 2.1 型芯为圆形截面 R:为圆形型芯的半径,cm。
二、脱模力的计算 2.2 型芯为矩形截面 a b:矩形型芯的两个边的长度,cm。 k1:系数。
二、脱模力的计算 如塑件孔为盲孔,上述计算式中还须加上塑件所受的大气压力。 F = 10A 式中:F—克服真空增加的脱模阻力,N; A—塑件盲孔的底面积, cm。
三、简单脱模机构 1、顶杆脱模机构 设计要点: (1)顶杆应设在塑件能承力较大或脱模阻力较大的地方,尽量使顶出的塑件受力均匀,但不宜与型芯或的镶件的距离过近,以免影响成型零件的强度; (2)顶杆直径必须有足够的强度,能承受顶出时的冲击力。顶杆直径一般取2.5~12mm,对3毫米以下的顶杆建议采用阶梯式结构,即顶杆下部加粗以增加强度;
(3)顶杆装配后不应有轴向窜动,其端面应与型芯齐平。(3)顶杆装配后不应有轴向窜动,其端面应与型芯齐平。
(4)浇口处一般不设顶杆,以防浇口处内应力过大塑件发生破碎;(4)浇口处一般不设顶杆,以防浇口处内应力过大塑件发生破碎; (5)顶杆位置应尽量避开冷却水孔和侧抽芯滑块,以勉发生干涉,如果无法避开侧抽芯滑块,顶出机构应设计先复位机构; (6)顶杆与型芯的配合应选间隙配合,配合间隙应小于塑料的溢料值;
(7)顶杆的强度计算 a 圆形顶杆 由欧拉公式: 设计时为保证可靠程度,d = 1.5 dmin。 u—考虑支撑条件的长度系数,u≈0.7; L—顶杆长度,cm; E—顶杆的抗拉弹性模量,N/ cm; n—顶杆件数; Q—脱模力,N;
Q一般情况下也可按下式计算: 对通孔型芯: Q = LHq(f·cos—sin) 对盲孔型芯: Q = LHq(f·cos—sin) + B 以上两式中: L—活动型芯中被塑件包紧的断面周长,cm; H—活动型芯成型部分的高度,cm; B—垂直于顶出方向的型芯投影面积,cm; q—包紧型芯的单位压力,一般取800~3400N/ cm; —塑料与钢的摩擦系数,一般取0.15~0.2。
b 方形顶杆 方形顶杆的脱模阻力F = 4.9 其中:b—方形顶杆长度方向上的尺寸,cm; w—方形顶杆宽度方向上的尺寸,cm。
(8)顶杆的位置分布顶杆的位置分布以对注射机顶杆中心的合力矩为零为最佳,一般情况下,顶杆的数目以少为宜,且均匀分布。(8)顶杆的位置分布顶杆的位置分布以对注射机顶杆中心的合力矩为零为最佳,一般情况下,顶杆的数目以少为宜,且均匀分布。 (9)材料:45 、T8 、T10等,头部淬火HRC>50。 表面粗糙度:配合部分 (10 )顶杆行程:一般情况下,大于制品型芯的高度。
三、简单脱模机构 2.顶管脱模机构 适用于制品中有圆筒形部分的顶出结构。 设计要点 (1)顶管厚度一般不小于1.5毫米; (2)顶管应淬硬,最小淬硬长度不小于型腔配合长度与顶出距离的和; (3)顶管与内外型芯的配合精度均为间隙配合,配合间隙小于塑料的溢料值。
2.顶管脱模机构 顶管的其他结构形式
三、简单脱模机构 3 .推板脱模机构 适用于薄壁容器、壳体形塑件以及制品中不允许有顶出痕迹的情况。 设计要点 (1)顶板应淬硬,顶出过程中不得脱离支撑顶板的导柱;
(2)顶板与型芯的配合应采用斜面配合,且型芯留有台阶,以免顶出时顶板划伤型芯成型部分;(2)顶板与型芯的配合应采用斜面配合,且型芯留有台阶,以免顶出时顶板划伤型芯成型部分;
(4)顶板顶出时拉料杆应固定在动模板上,且用球形头或菌形头拉料杆;(4)顶板顶出时拉料杆应固定在动模板上,且用球形头或菌形头拉料杆;
(3)为防止顶板顶出过程中制件与型芯间形成真空,设计时应考虑进气装置。如采用顶杆、顶板联合顶出;(3)为防止顶板顶出过程中制件与型芯间形成真空,设计时应考虑进气装置。如采用顶杆、顶板联合顶出;
三、简单脱模机构 4、活动镶件脱模机构 5、多元件综合脱模机构
三、简单脱模机构 6、气压脱模机构
三、简单脱模机构 7、脱模系统的辅助零件 导向零件、回程杆。 (1)导向零件:导柱、导套。
第六节 塑件脱模机构设计 四、双脱模机构