Download
1 / 1
10 likes | 454 Views
DOKUZ EYLÜL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ ENDÜSTRİ MÜHENDİSLİĞİ BÖLÜMÜ. Danışman: Yrd.Doç.Dr. A. Serdar TAŞAN. Hazırlayanlar: Ayşe ÖZKIRAN Hafize DÜŞÜNÜR.

E N D
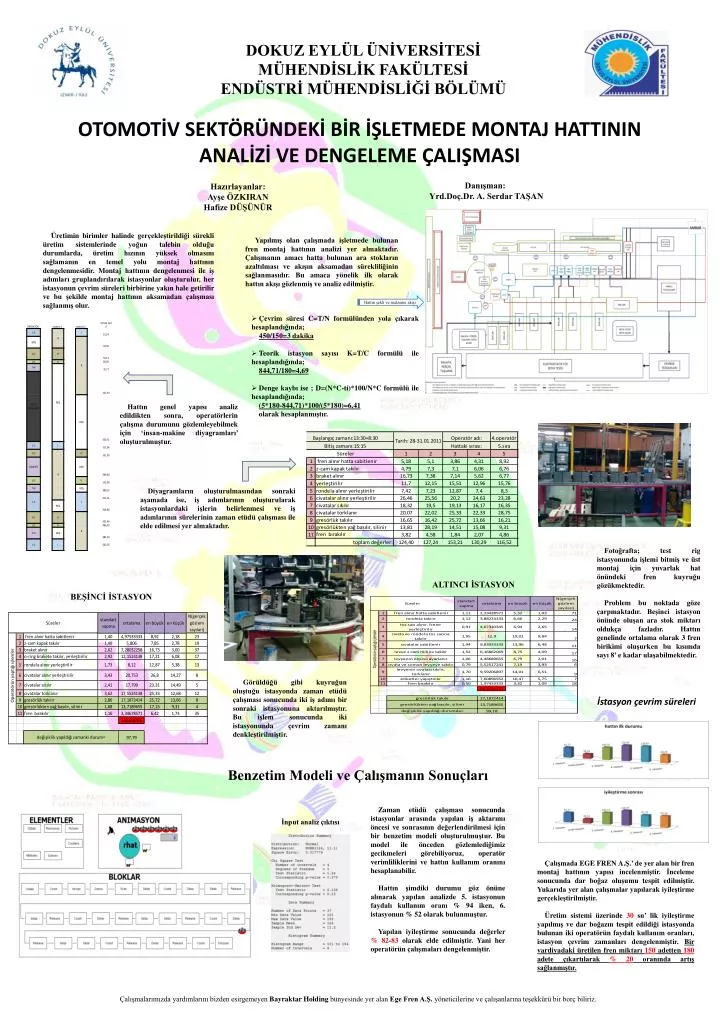
DOKUZ EYLÜL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ ENDÜSTRİ MÜHENDİSLİĞİ BÖLÜMÜ Danışman: Yrd.Doç.Dr. A. Serdar TAŞAN Hazırlayanlar: Ayşe ÖZKIRAN Hafize DÜŞÜNÜR Yapılmış olan çalışmada işletmede bulunan fren montaj hattının analizi yer almaktadır. Çalışmanın amacı hatta bulunan ara stokların azaltılması ve akışın aksamadan sürekliliğinin sağlanmasıdır. Bu amaca yönelik ilk olarak hattın akışı gözlenmiş ve analiz edilmiştir. Hattın şekli ve malzeme akışı • Çevrim süresi C=T/N formülünden yola çıkarak hesaplandığında; • 450/150=3 dakika • Teorik istasyon sayısı K=T/C formülü ile hesaplandığında; • 844,71/180=4,69 • Denge kaybı ise ; D=(N*C-ti)*100/N*C formülü ile hesaplandığında; • (5*180-844,71)*100/(5*180)=6,41 • olarak hesaplanmıştır. OTOMOTİV SEKTÖRÜNDEKİ BİR İŞLETMEDE MONTAJ HATTININ ANALİZİ VE DENGELEME ÇALIŞMASI Hattın genel yapısı analiz edildikten sonra, operatörlerin çalışma durumunu gözlemleyebilmek için ‘insan-makine diyagramları’ oluşturulmuştur. Diyagramların oluşturulmasından sonraki aşamada ise, iş adımlarının oluşturularak istasyonlardaki işlerin belirlenmesi ve iş adımlarının sürelerinin zaman etüdü çalışması ile elde edilmesi yer almaktadır. Fotoğrafta; test rig istasyonunda işlemi bitmiş ve üst montaj için yuvarlak hat önündeki fren kuyruğu gözükmektedir. Problem bu noktada göze çarpmaktadır. Beşinci istasyon önünde oluşan ara stok miktarı oldukça fazladır. Hattın genelinde ortalama olarak 3 fren birikimi oluşurken bu kısımda sayı 8’ e kadar ulaşabilmektedir. ALTINCI İSTASYON Üretimin birimler halinde gerçekleştirildiği sürekli üretim sistemlerinde yoğun talebin olduğu durumlarda, üretim hızının yüksek olmasını sağlamanın en temel yolu montaj hattının dengelenmesidir. Montaj hattının dengelenmesi ile iş adımları gruplandırılarak istasyonlar oluşturulur, her istasyonun çevrim süreleri birbirine yakın hale getirilir ve bu şekilde montaj hattının aksamadan çalışması sağlanmış olur. BEŞİNCİ İSTASYON Görüldüğü gibi kuyruğun oluştuğu istasyonda zaman etüdü çalışması sonucunda iki iş adımı bir sonraki istasyonuna aktarılmıştır. Bu işlem sonucunda iki istasyonunda çevrim zamanı denkleştirilmiştir. İstasyon çevrim süreleri Benzetim Modeli ve Çalışmanın Sonuçları Zaman etüdü çalışması sonucunda istasyonlar arasında yapılan iş aktarımı öncesi ve sonrasının değerlendirilmesi için bir benzetim modeli oluşturulmuştur. Bu model ile önceden gözlemlediğimiz gecikmeleri görebiliyoruz, operatör verimliliklerini ve hattın kullanım oranını hesaplanabilir. Hattın şimdiki durumu göz önüne alınarak yapılan analizde 5. istasyonun faydalı kullanım oranı % 94 iken, 6. istasyonun % 52 olarak bulunmuştur. Yapılan iyileştirme sonucunda değerler % 82-83 olarak elde edilmiştir. Yani her operatörün çalışmaları dengelenmiştir. İnput analiz çıktısı Çalışmada EGE FREN A.Ş.’ de yer alan bir fren montaj hattının yapısı incelenmiştir. İnceleme sonucunda dar boğaz oluşumu tespit edilmiştir. Yukarıda yer alan çalışmalar yapılarak iyileştirme gerçekleştirilmiştir. Üretim sistemi üzerinde 30 sn’ lik iyileştirme yapılmış ve dar boğazın tespit edildiği istasyonda bulunan iki operatörün faydalı kullanım oranları, istasyon çevrim zamanları dengelenmiştir. Bir vardiyadaki üretilen fren miktarı 150 adetten 180 adete çıkartılarak % 20 oranında artış sağlanmıştır. Çalışmalarımızda yardımlarını bizden esirgemeyen Bayraktar Holding bünyesinde yer alan Ege Fren A.Ş. yöneticilerine ve çalışanlarına teşekkürü bir borç biliriz.