Download
1 / 35
350 likes | 1.31k Views
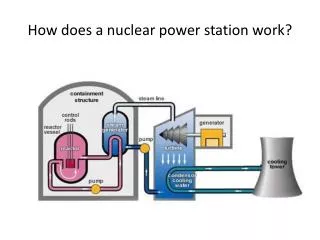
McGuire Nuclear Station. Changing 1E batteries and Murphy’s Law. About the DC system engineer-Brian Casey. Started with Duke Energy at McGuire Nuclear Station in 2010 Was a math teacher for a year Being a nuclear engineer is less stressful than teaching math

E N D
McGuire Nuclear Station Changing 1E batteries and Murphy’s Law
About the DC system engineer-Brian Casey • Started with Duke Energy at McGuire Nuclear Station in 2010 • Was a math teacher for a year • Being a nuclear engineer is less stressful than teaching math • Developed the station’s Fukushima Calcfor DC systems • Has one wife, two sons and two cats
McGuire’s Vital (Essential) 125VDC Control Power • MNS has four vital batteries, one for each vital channel. • These batteries are shared between Unit 1 and Unit 2. • I was 3 when this design was decided on, and had minimal input into why it was done this way. • McGuire’s batteries were coming up on 17 years, and were experiencing severe cracking of the post seals and lids. • The lowest battery was at 98% capacity. (EVCD) • It was decided to do a like for like replacement, to keep the devil we know and save time on re-racking • MNS is allowed to have a battery inoperable for 72 hours, provided we cross tie to the sister channel. • We requested a 14 day extension on our tech spec to perform the replacement
Normal A Train Alignment EVCS Charger Disconnect Switch EVCC Charger EVCD Charger EVCA Charger EVCB Charger Battery EVCB Battery EVCD Battery EVCA Battery EVCC K V V V V EVDC EVDD EVDA 125V DC Panel Boards 2EVDB 2EVDD 1EVDA 2EVDA 1EVDC 2EVDC EVDB Static Inverters 1EVDD 1EVDB 120V AC Panel Boards 1EKVA 2EKVA 2EKVA 2EKVA 1EKVA 2EKVA 1EKVA 1EKVA
A Train Crosstie Alignment EVCA replacement Swing Battery EVCS Charger Disconnect Switch EVCC Charger EVCD Charger EVCA Charger EVCB Charger Battery EVCB Battery EVCD Battery EVCA (OOS) Battery EVCC Swing Charger K V V V V EVDC EVDD EVDA 125V DC Panel Boards EVDB 2EVDC 2EVDD 2EVDA 2EVDB 1EVDC 1EVDA Static Inverters 1EVDD 1EVDB 120V AC Panel Boards 2EKVA 1EKVA 2EKVA 2EKVA 1EKVA 2EKVA 1EKVA 1EKVA
License Amendment Requests • Find out from your Regulation Compliance people how long the NRC is taking to review LARs • For MNS it was 1 year, make sure to figure this into when your replacement time frame. (Don’t ask for the extension in Jan. 2016-Dec. 2016, if you submit the LAR in June of 2015) • Probable Risk Assessment vs. Defense in Depth • Talk with Reg. Compliance on which method of submittal has been more successful for your station/company. • McGuire spent 1 year on PRA analysis only to have the NRC tell us to recall our submittal because our PRA department wasn’t in compliance with NUREG 200. • Defense in Depth LAR took an additional 9 months to develop, however passed with only 3 (Request for Additional Information) RAI’s • If you only get 3 RAI’s you may have over committed. • Prior to submitting the plan validate Operations has not changed their protection scheme.
Specifications • Does the old Spec still meet current design requirements? (Calcs, testing criteria ect) • Should you test for Fukushima loads? • Does the Safety Analysis Report call out any criteria? • Acceptance test parameters per IEEE 450 • Pallets meet NFPA 805 specifications, no untreated wood. Note heat treated and fire retardant wood are not the same.
NFPA 805-2001 3.3.1.2* Control of Combustible Materials. Procedures for the control of general housekeeping practices and the control of transient combustibles shall be developed and implemented. These procedures shall include but not be limited to the following requirements: (I)* Wood used within the power block shall be listed pressure-impregnated or coated with a listed fire-retardant application. • Exception: Cribbing timbers 6 in. by 6 In. (15.2 cm by 15.2 cm) or larger shall not be required to be fire redardanttreated. (2) Plastic sheeting materials used in the power block shall be fire-retardant types that have passed NFPA 701, Standard Methods of Fire Tests for Flame Propagation of tiles andFilms, large-scale tests, or equivalent. (3) Waste, debris, scrap, packing materials, or other combustibles shall be removed from an area immediately following the completion of work or at the end of the shift, whichever comes first. (4)* Combustible storage or staging areas shall be designated, and limits shall be established on the ty. pes and quantities & of stored materials. (5)* Controls on use and storage of flammable and combustible liquids shall be in accordance with NFPA 30, Flammable and Combustible Liquids Code, or other applicable NFPAstandards. (6)* Controls on use and storage of flammable gases shall be in accordance with applicable NFPA standards.
Purchase Order • Ensure the purchase order includes contact information for QA personnel and responsible engineer if desired. (Don’t assume QA or the vendor will contact you) • If you’re part of a nuclear fleet, make sure vendor tests to your spec not the spec of another site that uses the same cell. • Ensure hardware kits are packaged separately for battery if purchasing multiple strings. Quality Control will flag traceability if hardware for two batteries comes in the same box. • How do you want your battery tested? (vendor will sometimes test extra cells to cover infant mortality) • Do you want spare cells tested separately from the bank • How many spare cells are required to ensure enough are available for 20 years? • Spare cells aged at the same rate of installed bank provides more consistent average cell voltages compared to adding new cells to an old bank. • What if the vendor goes bankrupt or stops making your model? • One plant ran low on AT&T round cells10 years into their 20 year life.
Factory Acceptance Testing (Tour) • Ensure vendor gives contact information of the performer of the test in advance of acceptance testing • Tour the factory and bring questions on the fabrication process. • Lead and Lead Oxide purity • Inspection process of plates to ensure minimal gaps/cracks/holes on pockets (before or after curing) • Cure time and temperature for lead plates • Foreign material exclusion for plates, electrolyte and all aspects of fabrication until jar is sealed. • How are posts stamped/machined • What’s the process for burning the battery strap to the plates • How does the vendor maintain consistency between the cells during initial charging • Is the residual acid on the posts neutralized • How has the process changed since we last bought batteries to address problem X.
Factory Acceptance Testing (Inspection) • Inspect all cell with a flash light to look for: • Plate cracking • Poor joints between strap • Foreign material • Plate shedding • Slag • Defects in post construction • Jar, lid and post seal integrity • Consecutive serial numbers (no one wants another plant’s rejects)
Factory Acceptance Testing (Testing) • Compare all parameters recorded to specification acceptance criteria • Check room temperature and average cell temp is 77F • Verify load cart shunt size • Check all load test equipment settings before starting the test • Request vendor to run diagnostic on test equipment prior to start • Monitor overall voltage and current/shunt readings on test initiation to ensure everything runs as expected.
Temporary Battery Location LocationLocation • Temperature 65F-83F • Is your charger temperature compensated • Foot print of battery rack • Area Fire Hazards • Ventilation • Seismic • Overhead clearance • Cable routing • Ensure if the battery will be used across trains to have physical (kirkey interlocks and/or physical cable separation)
Temporary Battery Design • Know the load profile • Know minimum voltage at the DC panel board • Calculate the minimum battery voltage based on voltage drop to the panel board from the Temp battery. (THE NRC WILL LOOK FOR THIS) • Size battery per IEEE-485 • Test per applicable IEEE-450 standard • Ensure the commissioning service test/modified performance test bounds step 3 and 4 • 75 minute test to 111V • Ambient Temp 63F • Capacity ~92%
Sample Minimum Voltage Calc Temp Batt C4 C3 C1 C2 0EPL SX BattDisc TB 709 2-3/C 500MCM 140 Ft 4/1C-500MCM 65 Ft 1/4C-500MCM 15 Ft 4/1C-500 MCM 15 Ft EVCS Test Conn box 2-3/C 350MCM 60 ft and 50ft 2-3/C 350MCM 50 ft and 90ft Distribution Center EVDD Distribution Center EVDA
Planning Work • Give work control advance notice of your evolution, especially if more equipment than normal will require protection. (6 months or more) • Review IEEE-484-2002 Recommended Practice for Design and Installation of VLA Batteries • Safety • Protective equipment • Precautions • Installation design criteria • Location • Mounting • Seismic • Ventilation • Instrumentation and alarms • Installation procedures • Receiving and storage • Assembly • Freshening charge, data collection, and testing
Other Planning Considerations • What is the criteria for starting the evolution? (plant alignments, weather, grid conditions ect) • For License renewal consider inspecting racks with all cells removed. • Contingencies for damaged/corroded rack parts • Should you use a contract vendor (extra training) or plant personnel • Place hold points for torquing new bolts to allow the bolts to relax prior to retorquing for a connection inspection • What do you do with the old cells? MNS sent some to our training facility for technicians.
Special Tools flat bed lift • Spill kits • Roller rack conveyor system Post covers With this equipment we moved 1 cell every 2 minutes
Shipping/Receiving • Where do you put 11 tons of battery • How long are they going to be stored • May need to consider getting a small charger and jumpering cells to float • How do you ensure untrained people stay out of the area? • Do you have a suitable environment to store them? TURBINE DECK 90F -105F
Labor • 2 movers in the battery room, • 2 movers on the conveyor system, • 2 movers loading old cells on to pallets • 1 person on lifting rig • RP techs (if batteries are in a hot zone) • Plant Status control monitor • Security • Fire watch/flood watch (if opening boundary doors) • Electrical technician oversight (if movers are not qualified battery techs) • Hazmat
Lessons Learned (Schedule) • Create your own master copy of the schedule. • Review the work control’s schedule to your planned activity • Review the schedule prior to execution to make sure nothing got out of sequence for charging, readings testing ect. Look for preconditioning or moved hold points. • As the plan changes review the schedule again before publishing.
Unpacking cells • When unpackaging cells limit all metal in the area. Posts may not arrive covered. 6”
Murphys Law #1 • If you’ve successfully removed 52 cells… • You can still fail on the 53rd.
Consequences • 5 gallons of electrolyte on the floor • Evacuation of battery room due to release of toxic gas. • Evaluation of declaring an alert to notify surrounding counties, the governor and the inevitably local news of a Hazmat response. • Low Hazmat staffing levels resulted in a 6 hour response time • Throwing soda ash on acid does not neutralize the acid under the rack floor supports • 24 hours of LCO time used on clean up, damaged cell removal ect.
Cause and prevention • Cause • Old Nylon rail covers had didn’t have the same coefficient of friction • Pulling the cell across the rack allowed it to slip more on one rail than the other • The force required to pull a 400lb cell is enough to puncture it on an exposed bolt. • Prevention • Use Dow Corning Silicone Grease #111 (vendor required) on the rails • If seismic bracing is removed to aid in in moving cell, replace with a thin piece of uni-strut.
Murphy’s Law 2 • Modified Performance Test 997A for 1 minute followed by 868A for 74+ minutes • After 20 seconds the load carts could only maintain 940A and automatically paused • Test resumed at lower current • At 68 minutes 868A could no longer be maintained by the load cart again. Cart put into automatic mode and immediately paused for the second time.
Cause • Experienced technician on night shift under time pressure connected control cable to wrong port. • Slave load cart never received control signal.
Consequence • 4 days to recover before battery could be retested • Increased regulator scrutiny • Having to explain to upper management how to connect two male cables together and why you didn’t see it. • Potential to exceed replacement window, requiring unit shut down or explaining to the NRC why an extension is required.
Other relevant OE • What happens when you connect a 250V battery to the 125V load tap.
Mitigation • Changed procedures to ensure the following: • Prior to initiating test run diagnostic to ensure each step and contactor picks up and drops out. • Ensure drop cords for load carts do NOT have GFI. • If running multiple load carts ensure load carts use outlets coming from separate breakers. • Added OE about checking for 125V versus 250V connector on load cart.
Murphy’s Law #3 • If reusing some parts keep a log of who has them and contact info for who is responsible for them. • Last known picture of the bolting hardware to be used for a swing battery.