Download
1 / 15
150 likes | 489 Views
EPNM -2010. MULTILAYERED CYLINDRICAL ITEMS MADE BY EXPLOSIVE WELDING OF SHEETS WRAPPED INTO SPIRAL. V. M. Ogolikhin, I.V. Yakovlev Design & Technology Branch of Lavrentyev Institute of Hydrodynamics SB RAS Tereshkovoi Str., 29, Novosibirsk, Russia s-shem@yandex.ru. Roll Welding. EPNM -2010.

E N D
EPNM -2010 MULTILAYERED CYLINDRICAL ITEMS MADE BY EXPLOSIVE WELDING OF SHEETS WRAPPED INTO SPIRAL V. M. Ogolikhin, I.V. Yakovlev Design & Technology Branch of Lavrentyev Institute of Hydrodynamics SB RAS Tereshkovoi Str., 29, Novosibirsk, Russia s-shem@yandex.ru
Roll Welding EPNM -2010 Explosive welding permits to make not only plain, but cylindrical multilayered articles as well. Plain multilayered plates are usually produced by welding of plain sheets. Cylindrical multilayered articles are usually made by welding of tubes. In this presentation non-traditional technology for production of multilayered cylindrical articles is discribed. In this technology the spiral assembly is made before explosive welding by wrapping of ensemble of plain sheets into roll. In the roll sheets to be welded are placed with spacing between them. In general this technology permits to get long thin multilayered sheets. In this case after explosive welding the roll is after welding reeled into resulting composite sheet1, 2. 1. Russian Patent No. 2074075, 6 B23 K20 /08. Method of explosive welding/ V.M. Ogolikhin. Applicant and patent holder - DTI of High-Rate Hydrodynamics SB RAS– № 5048272/08; published 27.02.97, Bulletin No. 6. 2. Ogolikhin, V.M. Explosive welding of thin sheet component with packet and coil distribution of welded elements / V.M. Ogolikhin, S.D. Shemelin // Welding International, 2008.Vol. 22, № 12. Р. 886 – 891.
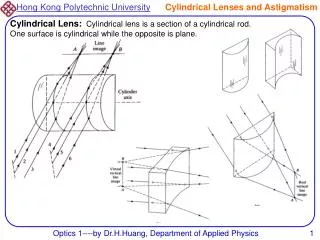
List of Simbols EPNM -2010 1- plain sheet, 2- sheet thickness, 3- spiral design (roll), 4- axis, 5- turns of roll, 6- spacing between turns, 7- view of spiral, 8- stand, 9- start part of a spiral design, 10- end part of spiral design, 11- outer layer of HE charge, 12- inner layer of HE charge, 13- detonation cord, 14- detonator, 15- detonation front, 16- detonation products, 17- weld, 18- welded multilayered design, 19- mandrel, 20- plug, 21- HE charge, 22- outer holder, 23- HE charge, 24- intermediate tube, 25- HE charge.
Wrapping of Sheet Composition EPNM -2010
Rolled Sheet Composition Before Welding EPNM -2010
Explosive welding EPNM -2010 Process of welding with the use of inner and outer HE charges
Explosive welding with use of mandrel EPNM -2010
EPNM -2010 Explosive welding with the use of outer holder
EPNM -2010 Explosive welding with intermediate tube and mandrel Intermediate tube (24) is introduced for protection of roll surface from effect of detonation products
EPNM -2010 Manufacturing of cylindrical items Using the described technology titanium tubes with inner diameter 30 mm, outer diameter 40 mm, and length 200 mm were made from titanium sheet 500x200x1 mm. Similarly multilayered tubes were made from sheet bimetal Al (0.5 mm) + Cu (0.5 mm). The developed technology can be used, for example, in production of high-pressure vessels1, 2 . 1. Ogolikhin V.M., Shemelin S.D. Production of multi-layered cylindrical structures from wrapped-into-spiral sheets by explosive welding // Advanced Materials (Perspectivnye materialy). 2007. No. 6. P. 64-69. 2.Russian Patent No. 2031763 . Method of production of multi-layered cylindrical structure by explosive welding / V.M. Ogolikhin. Applicant and patent holder - DTI of High-Rate Hydrodynamics SB RAS – № 5048270/08; Published 27.03.95.BulletinNo. 9.
In DTB of LIH the lot of solid multilayered tubes was made using the aforesaid technology. Low carbon steel mandrel (d=18 mm, l=200 mm) was covered with molybdenum disulphide. Than titanium tube (d 20x1) was put on the mandrel without space between them , and co-axially with mandrel aluminum tube (d 34 x 2) was set . Spacing between inner surface of aluminum tube and outer surface of titanium tube was 5 mm. Spiral roll was made from 0.5 mm thickness copper foil, roll inner diameter was 20.5 mm, outer diameter 19.5 mm. Spiral roll has had 5 turns, spacing between turns was 0.5 mm. The roll was set between titanium and aluminum tubes. Amatol/ ammonium nitrate explosive charge of 500 g was used for explosive welding. In result composite tubes were made consisting of titanium, copper, and aluminum layer, with inner diameter 18mm and outer diameter 30.4 mm. EPNM -2010 Manufacturing of Ti-Cu-Al Tube
EPNM -2010 Layout of assembly for production ofTi-Cu-Al tube
1 Explosive welding gives possibility to produce multilayered cylinder structures from plain sheets. 2. If bimetal or multi-metal sheets are used for rolling, than great variety of tube-shaped articles with unique properties can be made. 3. The developed technological approach permits to exclude labor- consuming manufacturing of tubes with defined inner and outer diameters, and replace tubes by roll inserts. Conclusion EPNM -2010 Thank you for your attention
Литература 1 Лысак, В.В. Сварка взрывом [Текст] : моногр. / В.В. Лысак, С.В. Кузьмин. – М.: Машиностроение, 2005. – 544 с. 2 Беляев, В.И. Высокоскоростная деформация металлов [Текст] / В.И. Беляев, В.И. Ковалевкий, Г.В. Смирнв, В.А. Чекан.- Минск: Наукаитехника, 1976.- 224 с. 3 Blazinski, T.Z. Implosively manufactured composite multilayered foil cylinders and tubular transition joints [Теxт] / T.Z. Blazinski //Mat.-wiss. Und Werkstofftech. 20, VCH Verlagsgesellschaft mbH, D-6940, Weinheim, 1989.- P. 262-271 4 Патент № 2074075 РФ, 6 B23 K20 /08. Способсваркивзрывом [Текст] / В.М. Оголихин; заявительипатентообладательКТИГИТ СО РАН.– № 5048272/08; заявл. 16.06.92; опубл. 27.02.97, Бюл. № 6. 5 Ogolikhin, V.M. Explosive welding of thin sheet component with packet and coil distribution of welded elements [Теxт] / V.M. Ogolikhin, S.D. Shemelin // Welding International», 2008.- vol. 22, № 12.- Р. 886 - 891 6 Крупин, А.В. Обработка металлов взрывом [Текст] / А.В. Крупин, В.Я. Соловьёв, Г.С. Попов, К. Кръсев. – М.: Металлургия: 1991.– 496с.
7 А.с. № 281690 СССР, МКИ В23 К 31/06, В 21D, 51/24, 1970.157. Способ изготовления многослойных рулонированных сосудов [Текст] / М.А. Нетреб-ский, В.С. Малюченко, Э.М. Дыскин, Э.Ю. Бурменко; заявитель Институт электросварки им. Е.О. Патона.– № 1398811; опубл. 01.01.70, Бюл. № 29. 8 Патент № 49-17154, Япония, кл. В23 К 31/00, 1974. Способ изготовления многослойных цилиндрических конструкций. 9 Оголихин, В.М. Получение многослойных цилиндрических конструкций из спирально свёрнутых листов сваркой взрывом [Текст] / В.М. Оголихин, С.Д. Шемелин // Перспективные материалы.– 2007.– № 6.– С. 64–69. 10 Патент № 2031763 РФ, 6 B23 K20 /08. Способ изготовления сваркой взрывом многослойной цилиндрической конструкции [Текст] / В.М. Оголихин; заявитель и патентообладатель КТИ ГИТ СО РАН.– № 5048270/08; заявл. 16.06.92; опубл. 27.03.95, Бюл. № 9. 11 Применение энергии взрыва для сварки и резки металлов, получения новых материалов и упрочнения деталей // Сборник .– М.: 1968.– С. 35.