Download
1 / 24
240 likes | 767 Views
Vibration Analysis in High Speed Rough and Finish Milling Hardened Steel. Presented By: Peter Cannon October 27, 2004. Author: C.K. Toh Published: Journal of Sound and Vibration (accepted 29 September 2003). Agenda. Function.

E N D
Vibration Analysis in High Speed Rough and Finish Milling Hardened Steel Presented By: Peter Cannon October 27, 2004 Author: C.K. Toh Published: Journal of Sound and Vibration (accepted 29 September 2003)
Function • Characterize chatter vibration effects in high speed milling (HSM) • Compare chatter effects for • Different cutter path orientations • Different cutter conditions • Different milling directions (up and down) • Different milling processes (rough and finish)
Importance • Chatter and vibration affect • Dimensional accuracy • Surface finish • Tool Life • Spindle Life • Chatter creates waste • Suggestions needed for optimal cutter orientation in HSM
Class Relevance • The paper investigates relationship between terms introduced in class • Chatter • Down Milling • Up Milling • Profiling • Paper recommends guidelines for High Speed Milling to improve tool life and operation efficiency
Design Definition • Cutter experiences dynamic forces in 3 dimensions (x, y, z) • Dynamic force signatures for each dimension are collected, and a fast Fourier transform is performed to create a frequency spectrum • Frequency patterns can indicate presence of chatter
Parameters • Down Milling – cutting speed in same direction as part feed (Thick to thin chips) • Up Milling – cutting speed in opposite direction of part feed (Thin to thick chips) • Rough Milling • 10,000 RPM • Fpt = .0667 mm/tooth • Axial Depth = 20, 25, 10 mm • Radial Depth = .5 mm • Finish Milling • 3,250 RPM • Fpt = .1 mm/tooth • Axial Depth = .5 mm • Radial Depth = .5 mm • New Cutter – Flank wear land width < .05 mm • Worn Cutter – Flank wear land width ≥ .3 mm
Design Principle • The design principle here is procedural • Results will not affect cutter, spindle, or machine design • Results will affect design of milling operation, order and aggressiveness of cut, and orientation of cutter
Experimental Equipment • Material • Hardened AISI H13 hot worked steel (HRC 52) • HRC 52 • Face milled and ground as prep • Cutters • Tungsten Carbide • 6-Flute • 10 mm Diameter • 45° helix angle • -14° radial rake angle • (Al,Ti)N monolayer coating 2.5 µm thick • Runout < 10 µm • Vertical prismatic high speed mill • Three-component piezoelectric platform dynamometer • Four channel O-scope
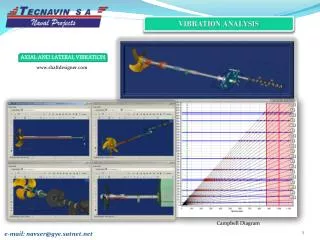
Experimental Procedure Rough Milling • Fy component analyzed for chatter effects
Experimental Setup Finish Milling
Results Rough Milling (New Cutter) Known Frequencies • Tooth Passing Frequency 1000 Hz • Harmonics 2000, 3000 Hz • Spindle Frequency 166.67 Hz Chatter should show between 2000 and 5000 Hz
Results Rough Milling (Worn Cutter) Known Frequencies • Tooth Passing Frequency 1000 Hz • Harmonics 2000, 3000 Hz • Spindle Frequency 166.67 Hz Observations • Virtually all amplitudes are increased • Up milling appears to have little or no vibrations compared to down
Results Down Finish Milling (New Cutter) Known Frequencies • Tooth ≈ 325 Hz • Harmonics Observations • Upward has higher amplitudes • No significant chatter • Harmonics with significant amplitudes (Fig. D) indicate cutter deflections (possibly from runout) create low tool life
Results Down Finish Milling (Worn Cutter) Known Frequencies • Tooth ≈ 325 Hz • Harmonics Observations • Figure A and B show chatter between 2000 and 3000 Hz
Results Up Finish Milling (New Cutter) Known Frequencies • Tooth ≈ 325 Hz • Harmonics Observations • Chatter between 2000 and 3000 Hz in Figure C • This beating effect could cause chipping on clearance face of cutter
Results Up Finish Milling (Worn Cutter) Known Frequencies • Tooth ≈ 325 Hz • Harmonics Observations • Figures A and B high amplitudes on harmonics • No significant chatter
Conclusions • For Rough Milling • Lower amplitudes and less chatter when up milling • Finish Milling • Upward cutter path orientation increased tendency for chipping • Downward cutter path promoted longer tool life • Chatter most predominant when down milling with a vertical downward orientation and a worn cutter • Vertical upward (up or down milling) showed no chatter even with worn cutter
Practical Industrial Use • Knowing orientations and conditions that lead to chatter can help machinists plan around it • Reducing the amount of chatter will help extend tool life and create more dimensionally accurate parts with better surface finish
Technical Advancement • Questionable – The interpretation of the frequency signatures is highly subjective • Some statements made in the explanation of the frequency charts do not match the charts • Asking an experienced machinist would likely produce at least as much information regarding when chatter occurs and how to avoid it
Industries Impacted • High Speed Milling industry • Mould and die making