
氬銲塗覆銲藥對低碳鋼銲接之影響
節省的面積. 母材. 電壓分析 銲道分析 走速分析. 鋼材選取. 實驗流程. 試片尺寸 80×120×10 ( mm 3 ) 鎢棒尺寸 2.4 mm 鎢棒角度 45° 磁杯號 12 氣體流量 15 L/min 電弧長度 3~4 mm

氬銲塗覆銲藥對低碳鋼銲接之影響
E N D
Presentation Transcript
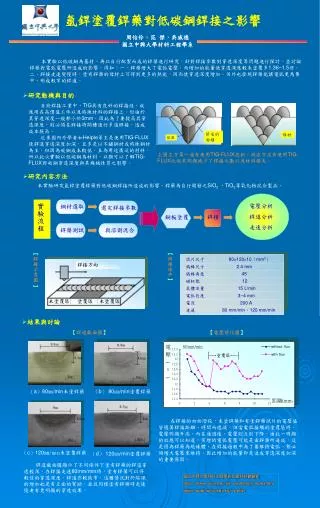
節省的面積 母材 電壓分析 銲道分析 走速分析 鋼材選取 實驗流程 試片尺寸 80×120×10(mm3) 鎢棒尺寸 2.4 mm 鎢棒角度 45° 磁杯號 12 氣體流量 15 L/min 電弧長度 3~4 mm 電流 200 A 走速 80 mm/min、120 mm/min 選定銲接參數 銲接 鋼板塗覆 銲藥測試 與溶劑混合 銲接方向 未塗覆區 塗覆區 未塗覆區 8.3㎜ 9㎜ 8.7㎜ 2.5㎜ 4.5㎜ 3㎜ 塗覆區 3㎜ 3㎜ 3㎜ 3㎜ 氬銲塗覆銲藥對低碳鋼銲接之影響 周怡伶,范 傑,吳威德 國立中興大學材料工程學系 本實驗以低碳鋼為基材,再以自行配製而成的銲藥進行研究,針對銲接參數對穿透深度等問題進行探討,並討論銲藥對電弧電壓所造成的影響,得知:一、銲藥增大了電弧電壓,而增加的能量使穿透深度較未塗覆多1.36~1.5倍。二、銲接走速變慢時,塗有銲藥的母材上可得到更多的熱能,因而使穿透深度增加。另外也發現銲藥能讓電弧更為集中,形成較窄的銲道。 • 研究動機與目的 目前銲接工業中,TIG具有良好的銲接性,故應用在高價值工件以及特殊材料的銲接上。但由於其穿透深度一般都小於3mm,因此為了要提高其穿透深度,則必須在銲接時開槽進行多道銲接,造成成本提高。 近來國內外學者如Heiple等主是使用TIG-FLUX使銲道穿透深度加深,且多是以不鏽鋼材或特殊鋼材為主,但因為碳鋼成本較低,且為用途廣泛的材料,所以此次實驗以低碳鋼為材料,以期可以了解TIG-FLUX對碳鋼穿透深度與其機械性質之影響。 熔深 上圖左方第一道有使用TIG-FLUX技術,與右方沒有使用TIG-FLUX比起來明顯減少了銲接次數以及材料損失。 • 研究內容方法 本實驗研究氬銲塗覆銲藥對低碳鋼銲接所造成的影響。銲藥為自行開發之SiO2、TiO2等氧化物混合製品。 【銲接示意圖】 【銲接條件】 • 結果與討論 【銲道截面圖】 【電壓變化圖】 9.3㎜ 3.3㎜ (b) 80㎜/min塗覆銲藥 (a)80㎜/min未塗銲藥 在銲接的初始階段,未塗銲藥和有塗銲藥試片的電壓值皆隨著銲接距離、時間而遞減,但當電弧接觸到塗覆區時,電壓明顯升高,而在通過後,電壓則立刻下降。由此一明顯的效應可以知道,突增的電弧電壓可能是由銲藥所造成,這是因為銲藥為絕緣體,在銲接過程中為了要維持電弧,勢必須增大電壓來維持,因此增加的能量即是造成穿透深度加深的重要原因。 (c)120㎜/min未塗覆銲藥 (d) 120㎜/min塗覆銲藥 銲道截面圖顯示了不同條件下塗有銲藥的銲道穿透較深。在銲接走速80mm/min時,塗有銲藥可以得較佳的穿透深度,銲道亦較狹窄,這種情況對於熔深的增加也是有正面的幫助。並且同樣塗有銲藥時走速慢者有更明顯的穿透效果。 國立中興大學材料工程學系先進材料實驗室 http://www.nchu.edu.tw/~material/cindex.htm http://audi.nchu.edu.tw/~weite/