Download
1 / 3
0 likes | 19 Views
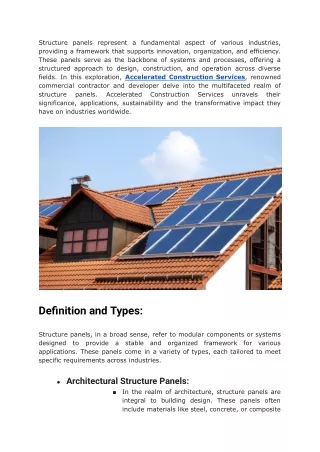
In the ever-evolving landscape of textile engineering, innovations continuously push the boundaries of what fabrics can achieve. One such groundbreaking advancement is textile nanocoating. Revolutionizing the industry, textile nanocoating entails applying nanoscale coatings to fabrics, unlocking a realm of possibilities ranging from enhanced durability to advanced functionalities.

E N D
A Comprehensive Guide to Understanding Textile Nanocoating Applications Introduction: In the ever-evolving landscape of textile engineering, innovations continuously push the boundaries of what fabrics can achieve. One such groundbreaking advancement is textile nanocoating. Revolutionizing the industry, textile nanocoating entails applying nanoscale coatings to fabrics, unlocking a realm of possibilities ranging from enhanced durability to advanced functionalities. This comprehensive guide aims to delve into the intricate world of textile nanocoating applications, shedding light on its significance, mechanisms, and diverse applications across various sectors. As we embark on this journey, we'll explore how this cutting-edge technology is transforming textiles and redefining their role in contemporary society. Understanding Textile Nanocoating: Textile nanocoating refers to the process of applying nano-sized particles onto fabric surfaces to impart specific properties or functionalities. These particles, typically ranging from 1 to 100 nanometers in size, adhere to the fibers, forming a protective or functional layer. This process enhances the fabric's performance without compromising its inherent characteristics such as breathability or comfort. The Advantages of Textile Nanocoating: Enhanced Durability: By forming a protective barrier on the fabric surface, nanocoatings can significantly enhance durability. This barrier shields the fabric from various external factors such as moisture, UV radiation, and abrasion, thereby prolonging its lifespan. Textile nanocoatings effectively mitigate wear and tear, making fabrics more resilient and long-lasting. Waterproof and Stain-Resistant Properties: One of the most notable applications of textile nanocoating is in creating waterproof and stain-resistant fabrics. By repelling liquids and preventing them from penetrating the fabric structure, nanocoatings make textiles suitable for outdoor activities, sportswear, and protective
gear. These coatings also facilitate easy cleaning, as stains can be effortlessly wiped away, maintaining the fabric's appearance and functionality. Breathability and Comfort: Despite providing robust protection, textile nanocoatings preserve the fabric's breathability and comfort. Unlike traditional coatings that may compromise airflow, nanocoatings maintain the fabric's porous structure, allowing moisture vapor to escape. This ensures that the wearer remains comfortable even in challenging environments, making nanocoated textiles ideal for activewear, workwear, and everyday garments. Antimicrobial and Antiviral Properties: In light of recent global health concerns, there has been a surge in demand for textiles with antimicrobial and antiviral properties. Textile nanocoatings infused with antimicrobial agents such as silver nanoparticles can inhibit the growth of bacteria and viruses, reducing the risk of contamination and transmission. This makes nanocoated fabrics invaluable in healthcare settings, hospitality, and personal protective equipment (PPE). Applications Across Industries: Apparel and Fashion: Textile nanocoating has revolutionized the apparel industry by introducing fabrics that offer both style and functionality. From water-resistant jackets to odor-resistant activewear, nanocoated textiles cater to diverse consumer preferences. Additionally, nanocoatings enable the integration of smart textiles with embedded sensors or conductive elements, paving the way for futuristic wearable technologies. Automotive and Aerospace: In the automotive and aerospace sectors, textiles play a crucial role in interior upholstery, seating, and safety components. Nanocoatings enhance these textiles by imparting flame-retardant properties, UV protection, and resistance to chemicals and abrasion. Moreover, nanocoated fabrics contribute to weight reduction, thereby improving fuel efficiency and overall performance in vehicles and aircraft. Medical and Healthcare: Textile nanocoatings have myriad applications in the medical and healthcare domains, where hygiene and safety are paramount. Nanocoated fabrics are used in surgical gowns, drapes, and bed linens to prevent the spread of infections. Furthermore, antimicrobial nanocoatings inhibit
microbial growth on medical textiles, reducing the risk of hospital-acquired infections and enhancing patient care. Home Furnishings and Textile Accessories: From upholstery fabrics to curtains and bedding, nanocoatings elevate the functionality of home textiles. Stain-resistant coatings repel spills and stains, ensuring that furnishings remain pristine and durable. Additionally, nanocoated textiles can incorporate phase-change materials for temperature regulation, offering enhanced comfort and energy efficiency in residential spaces. Conclusion: Textile nanocoating represents a paradigm shift in the realm of textile engineering, offering a versatile platform for innovation and customization. nanotechnology, fabrics are endowed with enhanced durability, functionality, and performance across various industries. From fashion to healthcare, automotive to home furnishings, the applications of textile nanocoating continue to expand, shaping a future where textiles transcend their conventional roles. As we continue to unravel the potentials of nanocoated textiles, the journey towards smarter, more resilient fabrics unfolds, promising a world where innovation meets comfort and sustainability. By harnessing the power of