Download
1 / 5
50 likes | 65 Views
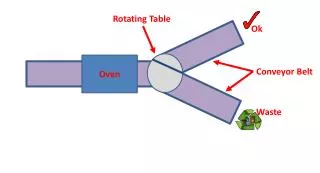
Conveyor belts are an essential component of many industrial operations, such as mining, manufacturing, and logistics. They are used to transport materials, products, and equipment throughout the production process. However, conveyor belts are subject to wear and tear, which can lead to damage and potential safety hazards if not detected and addressed promptly.<br><br>

E N D
Ensuring Conveyor Belt Safety and Efficiency with the Damage Belt Detector: A Manufacturer's Perspective Conveyor belts are an essential component of many industrial operations, such as mining, manufacturing, and logistics. They are used to transport materials, products, and equipment throughout the production process. However, conveyor belts are subject to wear and tear, which can lead to damage and potential safety hazards if not detected and addressed promptly. This is where the Damage Belt Detector, a product manufactured by conveyor belt safety equipment companies, comes into play. The Damage Belt Detector is a sophisticated device that uses advanced sensor technology to detect any signs of damage on the conveyor belt, including cuts, tears, or punctures. The device immediately sends an alert to the operator or maintenance personnel, allowing them to take corrective action before the damage becomes more severe. By using the Damage Belt Detector, companies can prevent costly downtime and avoid safety risks associated with damaged conveyor belts. In this article, we will explore the features and benefits of the Damage Belt Detector from a manufacturer's perspective.
Advanced Sensor TechnologyOne of the key features of the Damage Belt Detector is its advanced sensor technology. The device uses a combination of optical and acoustic sensors to detect any signs of damage on the conveyor belt. These sensors are highly sensitive and can detect even the smallest signs of damage, such as hairline cracks.The device also uses machine learning algorithms to analyze the data collected by the sensors, allowing it to distinguish between different types of damage and provide accurate alerts to the operator or maintenance personnel.Ease of Installation and UseAnother key benefit of the Damage Belt Detector is its ease of installation and use. The device can be easily installed on any type of conveyor belt, regardless of its size or configuration. The device is also easy to use, with a user-friendly interface that allows operators to configure the device to their specific needs. The device can be set up to send alerts via email, text message, or through a visual and audible alarm.
Increased Safety and Productivity The primary benefit of using the Damage Belt Detector is increased safety and productivity. Conveyor belt damage can lead to safety hazards for workers, such as trips and falls, and can also cause production downtime, resulting in lost revenue for the company.
Cost SavingsIn addition to safety and productivity benefits, the Damage Belt Detector also offers cost savings for companies. By detecting conveyor belt damage early on, companies can avoid costly repairs or replacements that would be necessary if the damage were allowed to progress.The device also allows companies to optimize their maintenance schedules, reducing the frequency of maintenance checks and minimizing the need for costly unscheduled maintenance.Future DevelopmentsAs technology continues to advance, so does the Damage Belt Detector Manufacturers are constantly looking for ways to improve the device, making it more accurate, reliable, and easy to use.One area of development is the use of artificial intelligence (AI) and machine learning algorithms to improve the accuracy of the alerts generated by the device. Another area of development is the integration of the device with other safety equipment, such as automatic shut-off systems that are triggered when damage is detected. One area of development is the use of artificial intelligence (AI) and machine learning algorithms to improve the accuracy of the alerts generated by the device. Another area of development is the integration of the device with other safety equipment, such as automatic shut-off systems that are triggered when damage is detected.
ConclusionTheDamage Belt Detector is a sophisticated device that offers many benefits for companies that rely on conveyor belts in their operations. By detecting conveyor belt damage early on, the device allows companies to prevent safety hazards and costly downtime.Manufacturers are constantly looking for ways to improve the device, making it more accurate, reliable, and easy to use. As technology continues to advance, we can expect to see even more developments in the field of conveyor belt safety equipment, including the Damage Belt Detector.Contact +91 – 98222 74955Visit :https://www.ptequipments.com/products/damage-belt-detector/