DST and Pressure Testing Procedures
The operational steps for the DST, how to use the data to get information on the reservoir. Examples are shown.


DST and Pressure Testing Procedures
E N D
Presentation Transcript
Drillstem Testing and Drillstem Testing and Pressure Transient Testing Pressure Transient Testing By: J. Balcacer Kuala Lumpur, November 2024
DST General Procedure DST General Procedure
Introduction Introduction Drill Drill Stem Stem Testing Drillstem testing is a temporary well completion test. It enables us to look "deeper" into the reservoir than the other wellbore measurement methods. In its simplest form, the DST assembly is a set of measurement placed on the drillstem (in limited cases, at the bottom of tubing). It consists of one one or or more more packers, packers, a flow flow control control valve a fluid sample chamber, and a perforated anchor for the fluids entering the tool string. Testing Tools Tools – – DST DST measurement, control control, and sample sample tools tools valve, a continuous pressure pressure recording recording device device, • Clean-up period (drilling and completion fluids, no measurement) • Initial shut-in (pressure gauge at depth, initial pressure pi) • Variable rate (start of rate measurement) • Stabilized rate (main flow) • Shut-in: build-up period Test Sequence (oil well)
Introduction Introduction The sequence of a typical test is shown in Figures 1 to 6. As the tool string is run into the hole, the increasing hydrostatic pressure of the mud column is recorded by the pressure gauge. Drill Drill Stem Stem Testing Testing Tools Tools – – DST DST (30 to 60 minutes) (5 to 10 minutes) Figure 1. Figure 2. Figure 3.
Introduction Introduction Drill Drill Stem Stem Testing Testing Tools Tools – – DST DST (*) Openhole: 60 to 180 minutes Cased hole Cased hole: 8 to 10 hours (*) Time= Finalflow period x 2 Figure 4. Figure 5. Figure 6.
Introduction Introduction Drill Drill Stem Stem Testing Testing Tools Tools – – DST DST General General ✓ Drill-stem testing provides a method of temporarily completing a well to determine the productive characteristics of a specific zone. ✓ As originally conceived, a drill-stem test provided primarily an indication of formation content. ✓ A drill-stem test provides an estimate of formation These data may be used to determine the well’s flow that uses stimulation techniques to remove damage and increase effective wellbore size. formation properties flow potential potential with a regular completion properties and wellbore wellbore damage damage.
Introduction Introduction Drill Drill Stem Stem Testing Reservoir Reservoir characteristics characteristics that Testing Tools Tools – – DST that may may be DST be estimated estimated from from DST DST analysis analysis include include: : Average Average effective is averaged. Also, effective permeability rather than absolute permeability is obtained. effective permeability permeability. This may be better than core permeability since much greater volume • Reservoir Reservoir pressure pressure: Measured, if shut-in time is sufficient, or calculated, if not. • Wellbore Wellbore damage without damage. damage: Damage ratio method permits the estimation of what the well should make • Barriers, Barriers, permeability permeability changes, pressure buildup plot. They usually require substantiating data to differentiate one from the other. changes, and and fluid fluid contacts contacts: These reservoir anomalies affect the slope of the • Radius Radius of of investigation investigation: An estimate of how far away from the wellbore the DST can "see". • Depletion Depletion: Can be detected if the reservoir is small and the test is properly run •
Introduction Introduction Drill Drill Stem Stem Testing Testing Information Information Information about a reservoir that may be gained from a drillstem test: Information Information Directly Directly Obtained Obtained Or Or Graphically Graphically Extrapolated Extrapolated: : static reservoir pressure (if the shut-in time is sufficiently long); flow rate (STB/D or m3/d for liquid; Mscf/D or m3/d for gas); depletion (If the final stabilized shut-in pressure is less than the initial stabilized shut-in pressure, the produced fluid volume causes measurable); fluid sample. • • • •
Drill Stem Testing Information Drill Stem Testing Information
Drill Stem Testing Information Drill Stem Testing Information Information Information Mathematically Mathematically Derived comparing the pressure and fluid data obtained in the test with available mathematical solutions: Derived: : The following information may be estimated by effective permeability of the formation to the flowing fluid. transmissibility. skin factor (for both near wellbore damage and stimulation). radius of investigation. reservoir anomalies (barriers, fluid contacts, permeability changes, layered zones). well productivity under various completion design conditions. wellbore storage effects. the basis for design of subsurface and surface equipment. • • • • • • • •
Drill Stem Testing Information Drill Stem Testing Information Types Types of Conventional Conventional Bottomhole A conventional conventional conventional packers It is run when the zone to be tested is located near the bottom of the open hole. With the tool on bottom, weight is applied to the tool (20,000 to 30,000 lb) by lowering the drillstem, compressing the packer and set it above the test zone. The hydraulic valve is then opened of Drillstem Drillstem Tests Bottomhole Test Tests Test test uses packers. .
Types of Drill Stem Testing Types of Drill Stem Testing
Types of Drillstem Tests Types of Drillstem Tests
Types of Drillstem Tests Types of Drillstem Tests Conventional Bottomhole Test The conventional bottomhole wellbore is in good condition and there is a minimum amount of "fill" or drill cuttings on on bottom bottom. If bottomhole fill is a problem, the hole should be conditioned before running the test string. bottomhole test test should be run when the Conventional Conventional BH BH Test Test Straddle Test This should be run when the zone to be tested is not bottom bottom or when it is to be isolated from other potentially productive zones which are also located below the packer. The straddle straddle packers packers isolate the zone not only from the mud column, but also from the other potentially productive zones not near near Straddle Straddle Test Test
Types of Drillstem Tests Types of Drillstem Tests Inflatable Packer Straddle DST When an uphole test is required and the hole conditions near the test zone are irregular (i.e., a formation washout condition), an inflatable straddle test system is used. Advantages Advantages over over the the conventional conventional test test: : • The packers conform to irregular hole size. • Time is saved by not having to make up drill collars below the test tools. • There is no concern about accumulation of fill on bottom • Rig time may be saved if lengthy hole conditioning is not required. • Several zones may be tested with a single trip into the hole (especially if one or more gas zones are available to displace the test fluids out of the drillpipe between tests).
Types of Drillstem Tests Types of Drillstem Tests Cased Hole Tests: Conventional The casing drillstem test is run after casing has been set and cemented in the hole, then it is perforated. Perforating capability may be included in the test tool itself. As a rule, cased hole tests are safer and more easily controlled. Deeper, deviated, and high-pressure wells are often cased before testing.
Types of Drillstem Tests Types of Drillstem Tests Pressure Operated Tools When casing is present, pressure operated tools can be used rather than rotating or reciprocating tools, particularly in offshore wells from a floating rig, or a highly deviated well. A sampling unit can be attached to the test valve to obtain a sample after the valve's final operation. Pressure operated tools are available with internal designs which allow through-tubing operation of wireline tools and straight through flow capability for high volume testing.
Tool String: Conventional DST Tool String: Conventional DST
Tool String: Conventional DST Tool String: Conventional DST Subsurface Test Equipment and Functional Operation The test systems of the principal DST service companies are substantially similar. Differences exist among the test tools of the principal service companies. In addition, each company often has its own trade name for each test string component. Conventional Bottomhole Test Equipment--Overview The major drillstem test tool components for a conventional bottomhole test are shown in the Figure.
Tool String: Conventional DST Tool String: Conventional DST REVERSE CIRCULATION SUB The reverse circulation sub contains one or more reverse circulation ports. When run in the hole, the ports remain closed until all the data has been collected. When opened, they provide communication between the annulus and the drillpipe. When the drilling fluid is reverse-circulated, it displaces the produced fluids to the surface before the tool is retrieved. This is especially important when H2S, gas, or oil are produced during the test. The importance of this sub can be: • to circulate and condition the mud system; • to prevent a blowout, it necessary; and • to spot a lubricant when the drillstem is differentially stuck. One type of reverse circulation sub contains hollow plugs (Figure), which extend from an outside port into the center of the sub.
Tool String: Conventional DST Tool String: Conventional DST FLOW CONTROL VALVE AND SAMPLER The flow control valve regulates the periods of flow and shut-in during the test. A test may include unlimited flow and shut-in periods where the valve is operated by either weight or pressure. The use of pressure to control the valve operation, rather than pipe manipulation, is only possible in cased holes. Typically, a 2000 cc fluid sample, collected at final flowing conditions, is available for laboratory analysis. Flow control valve
Tool String: Conventional DST Tool String: Conventional DST HANDLING SUB AND CHOKE ASSEMBLY The handling sub and choke assembly serves as a place to latch pipe handling equipment when making up and breaking out the tool string, and as a place to locate a down hole choke if high flowing pressures are expected and surface facilities need to be protected. Alternatively, if the choke is not needed, the tool may become a handling sub only or may not be included in the tool string.
Tool String: Conventional DST Tool String: Conventional DST HYDRAULIC VALVE This valve, is the subsurface master valve, is closed when the tool string is run into the hole to either keep the drillstem dry, or to maintain any fluid cushion within the drillpipe. The packers are given time to seat properly before the valve opens. Should an emergency occur, the flow can be stopped, and the mud hydrostatic pressure can be placed back against the formation simply by raising the pipe to close the valve assembly. OPENHOLE BYPASS This bypass allows fluids to flow upward in the tool string, through the packer assembly, and then to the annulus through ports as the tool string is being lowered into the hole. When the tools are retrieved, the process is reversed. This minimizes any hydraulic surging or formation fluid swabbing when pulling-out.
Tool String: Conventional DST Tool String: Conventional DST INSIDE PRESSURE RECORDER Pressure recorders, located within recorder carriers, measure and record the pressures that exist within the test tools during the DST. Typically, there are at least two and often up to six recorders located within the test assembly. The primary inside recorder generally will be located above the packer in a special carrier which permits passage of the well fluids when the tool opens. The figure shows one type of inside and one type of outside pressure recorder, both of which permit flow through the test string and past the recorders.
Tool String: Conventional DST Tool String: Conventional DST PACKER The packer generally used for a DST is a heavy-duty, openhole rubber packer. The type of rubber used depends upon the specific application (i.e., cool, shallow wells will require different rubber characteristics than deep, hot wells). Packer
Testing on Floating Vessels Testing on Floating Vessels
Testing on Floating Vessels Testing on Floating Vessels Most wells drilled from floaters are classified as either exploratory delineation delineation wells, and they are drilled primarily for reservoir evaluation. exploratory (expendable) or The principal DST objectives that must be met for a well drilled from a floating vessel include: • collection of accurate test data for evaluation of the reservoir at minimum costs with due consideration for floating vessel operations; • maximum safety to personnel and equipment; and • protection of the environment.
Testing on Floating Vessels Testing on Floating Vessels Economics: the cost of the production string is small compared to the expense of unsuccessful tests and/or openhole fishing jobs. For this reason, the duration of the final more. final flow flow period period for these tests may be eight hours or Most safety regulations and company policies require that an offshore test must be initiated and terminated during daylight hours. Several additional conditions to be considered for this type of tests include: • motion and motion compensation • subsea well control equipment • remote location and hostile weather conditions • Each of these considerations must be included in the design of the drillstem test equipment and operation.
Testing on Floating Vessels Testing on Floating Vessels Subsurface Equipment The test string is divided into a lower section, which is supported by the packer, and an upper section, which is supported by the subsea BOP stack. The components added to the test string to satisfy offshore testing needs include: • subsea master valve • slip joints • slip joint safety valve • pressure activated circulation sub
Testing on Floating Vessels Testing on Floating Vessels SUBSEA MASTER VALVE The subsea master valve is a combination valve and hydraulic operator system to land out in the BOP stack. The valve assembly acts as a master safety valve. If, while testing is under way, rough seas or another emergency develops, it may become necessary to move off location without pulling the test string out of the hole. In this event, the subsea master valve is hydraulically closed, the hydraulic operator is unlatched and disconnected, the subsea BOPs are closed, and the riser is retrieved. The vessel may then leave the location.
Surface DST Equipment Surface DST Equipment
Surface DST Equipment Surface DST Equipment Surface DST Equipment Surface equipment provides for the safe control, sampling, flow rate measurement, and disposal of fluids that reach the surface during a drillstem test. A typical surface equipment installation includes the following elements: • control head • steel flow hose • floor manifold • flare line • separator/treater
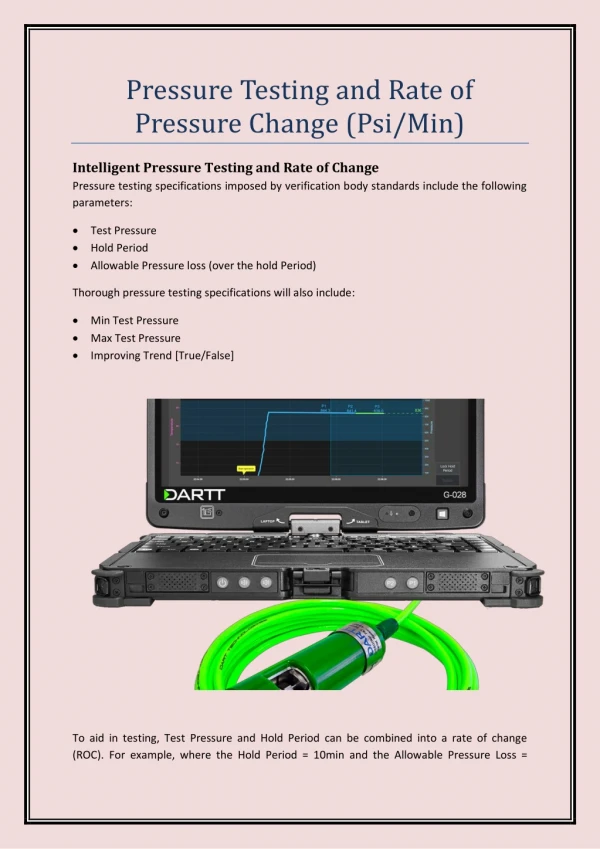
Surface DST Equipment Surface DST Equipment Control Head The control head is a combination of a swivel joint and control valves located at the top of the drillstem. Flow control and rotation of the drillstem are possible with this control head. A dual master valve control head is available for high pressures pressures up up to to 15 15, ,000 000 psi psi. For the valve opening, between 300 through nitrogen lines and closed once the pressure is released. 300 to 500 500 psi applied
Surface DST Equipment Surface DST Equipment Bar Releasing Assembly A bar releasing assembly is located at the surface so that the hollow or fluted bar may be released to open the ports of the reverse circulation sub.
Surface DST Equipment Surface DST Equipment Floor Manifold The main control system is found in the floor manifold which performs the following functions: • choke placement • sampling point • pressure measurement • additional pressure control Usually, there are two valves on each side for safety and control. Whenever the choke size is changed, flow is redirected to the adjustable choke, the insert is changed, and the flow is once again reversed. If during the test, small volumes of gas are flowing through the choke, a portable orifice plate well tester may be used to obtain obtain more more accurate accurate measurements measurements of flow rates.
Surface DST Equipment Surface DST Equipment Flare Flare Any fluids produced during testing operations must be disposed of safely, without polluting the environment. The ideal procedure is to deploy production equipment or vessels. In an exploratory remote site, flaring is necessary. This is especially true offshore. In any event, a flare must be located a safe distance from the wellhead and operated so as to protect the environment and personnel. Off-shore, this usually requires the use of a specially designed burner and boom. The boom, typically 60 ft long, provides the necessary piping to supply the burner and a gas flare. Separator/Treater Separator/Treater Even when production may be safely disposed of with a flare, the produced fluids of wells that flow to surface during the test are directed to a separator/treater system from time to time in order to measure production rates of the various phases and to collect samples.
DST Design and Field Procedures DST Design and Field Procedures
DST Design and Field Procedures DST Design and Field Procedures General General Design Design Considerations Considerations The main conditions to obtain a good DST are: • proper functioning of the test tool • proper DST design • good hole conditions Proper Proper Functioning Functioning of of the the Test Test Tool Tool Some sources of test tool malfunctions are: clock clock malfunctions malfunctions. Solution: use several pressure recorders drillpipe drillpipe leaks leaks. Sol.: Regular Pressure testing the drillpipe packer packer seat seat failures failures. . Sol.: selection of best intervals with integrity to set the packers. valve valve operation operation failures failures. Sol.: Pre-test all tools verifying optimum quality.
DST Design and Field Procedures DST Design and Field Procedures Good Good Hole Hole Conditions Conditions The following conditions may lead to bad hole conditions: • excessive fill on bottom, possible damage to packers and sticking of the bottom anchor; • out-of-gauge hole, not allowing the packer to seat; • tight or bridged hole, avoiding the test tools to reach the target test zone; • poor packer seating; and • plugging of the tools by fill or material in the mud system. Proper Proper DST DST Design Design Some of the causes of a faulty DST design could be: • Deficient pipe strength. Adding a fluid cushion leads to avoid pipe collapse.
DST Design and Field Procedures DST Design and Field Procedures To avoid damage due to high pressure differential, a water cushion should be deployed to decrease the pressure differential in the following way. If the difference between the mud formation pressure), and the drillpipe exceeds 4000 psi, the water cushion (nitrogen or diesel) should be placed in the drillpipe to reduce the pressure differential to 4000 psi or less, when the valve is opened. mud hydrostatic hydrostatic pressure pressure (expected to be greater than the The calculation to determine the height of the required cushion are: Note Note: 0.433 psi/ft if freshwater cushion is used; for diesel cushion, gradient is 0.368 psi/ft.
DST Design and Field Procedures DST Design and Field Procedures Example Example: : If the drilling fluid has a hydrostatic gradient of 0.48 psi/ft, and the formation to be tested is at a depth of 13,500 ft, what height of water cushion is required? It is recommended that both the flow and shut-in periods of the test be long enough meaningful results. recommendations are: to obtain Some
DST Design and Field Procedures DST Design and Field Procedures Some facts should be considered in any time. For low permeability wells. low permeability permeability wells wells require longer flow and shut-in periods than average or high When a high increasing hydrostatic head inside the drillpipe, the well should be shut in to obtain a final buildup before it is allowed to kill itself. high permeability permeability well well shows indications that its flow rate is declining due to the The suggested test period durations should be used with precautions, and facts like mentioned above should support any decision leading to optimize the performance of the DST data collection.
DST Design and Field Procedures DST Design and Field Procedures Other Other Factors Factors To To Consider Consider For For an an Optimum Optimum Performance Performance and and Safe Safe DST DST Sour Sour Gas When sour gas (H2S) is expected in a well to be tested, be sure to have safety personnel, safety equipment, and properly trained personnel on site. The gas stream should be continually tested for H2S and CO2. Gas Avoiding Avoiding Kicks If the test string is pulled with a damaged packer and the well is swabbed inadvertently, a kick may occur if mud weight is insufficient. The blowout preventers pretested and ready for operation. Kicks Fluid Fluid Samples Samples Samples of the fluid recovered in the drillpipe are usually taken when pulling a "wet" test string. Samples can be collected from the separator during the test or retrieved from the sample chamber within the test string. A sample of gas produced during the test is also usually collected in an appropriate chamber and sent to a laboratory for analysis.
DST Design and Field Procedures DST Design and Field Procedures Other Other Factors Factors To To Consider Consider For For an an Optimum Optimum Performance Performance and and Safe Safe DST DST Pulling Pulling the Pressure Pressure equalization equalization between before before pulling pulling a a packer the Packer Packer between the packer. . the zone zone above above the the packers packers and and the the interval interval tested tested is is required required Surface Surface Equipment Equipment Surface Surface equipment equipment should test test. . should be be assembled assembled carefully, carefully, installed, installed, and and pressure pressure tested tested prior prior to to the the Plugged Plugged Tool Several Several checks including including: : Tool checks may may be be required required to to ensure ensure that that the the test test tool tool was was not not plugged plugged during during the the test, test, • a a comparison comparison of • a a comparison comparison of pressure pressure; ; and • a a comparison comparison of of blow blow description description at of the the pressure pressure imposed at the the surface surface with imposed by with downhole downhole flowing by the the fluid fluid recovered flowing pressures pressures; ; recovered with with the the final final flowing flowing and of the the pressure pressure profiles profiles of of inside inside and and outside outside recorders recorders. .
DST Interpretation: General Aspects DST Interpretation: General Aspects
DST Interpretation DST Interpretation The The DST The Figure (a) shows a pressure-time plot for a typical DST chart. The pressure scale (Figure (b)) or the time scale (Figure (c)) may be reversed. The results should not be affected by the way the chart is recorded. Before the test tool is run into the hole, the tester loads the chart into the recorder and draws the baseline on the chart using the recorder stylus (Figure below). DST Chart Chart For the electronic pressure gauge, the accuracy of its readings at the surface is checked before going into the hole. Pressure gauges should have been calibrated recently at reservoir temperature.
DST Interpretation DST Interpretation Tool is run into the hole: hydrostatic pressure buildup A A typical typical DST DST chart chart is is shown shown in in Figure Figure. . AB: changes during connections, tight spots or delays when adding cushion fluid or repairing surface equipment. Then the connected to the drillpipe; the hydrostatic pressure get stabilized (B). The non-smooth line is due to pressure surface equipment is The packer is then set, the tool is opened (BC), initial flow (CD, 5-10 mins). The initial pressure recorded (C): around atmospheric, or hydrostatic of a cushion, or a highly productive formation response. As the fluid enters the drillpipe, the slope of pressure increase will be relatively low for a tight formation or for one that is producing gas. The tool is closed to initiate the initial shut-in period (DE, 30 to 60 minutes). Surface flow indications stop. The initial shut-in pressure is recorded at (E).
DST Interpretation DST Interpretation Tool is run into the hole: hydrostatic pressure buildup A A typical typical DST DST chart chart is is shown shown in in Figure Figure. . The tool is then opened again (EF) and the final flow period (FG). The initial pressure during this final flow period (typically be 60 to 90 minutes, OH tests) should be almost equal to the pressure at D. The shape of this flow curve will depend on the formation properties and the produced fluids. At the end of the final flow period the tool is shut in (G) and the final buildup period takes place (GH). The latter period typically lasts 1.5 to 2.0 times the duration of the final flow period. The packer is then released (H), the hydrostatic pressure caused by the mud column is again "felt" by the pressure recorder (I), and The tool string is retrieved from the hole (IJ).
Validity of Test Results Validity of Test Results Validating the test results there are some required steps: PACKER SEAL Verification of a competent packer seal is achieved by observing measured pressures at different times during the test, or by changes in the casing pressure or annulus fluid level during the test. PRESSURE RECORDER A common practice in a DST; running two pressure recorders in the test interval and one either above or below the interval. There are some recommendations are: • Use a recorder closest to the test interval. • Use a recorder with pressures recorded in midrange (20% to 80% of full scale) of the capacity of the recorder and with the shortest clock (more spread). • Use a recorder which closely matches the real time sequence of events. • Check the recorded data for malfunction. Always look at both the inside and outside recorder charts to confirm a valid test.
Qualitative Analysis Qualitative Analysis Reservoir Properties PERMEABILITY It is possible to state the relative level of formation permeability within the region of the wellbore being tested as : Plots from low permeability formations (Figure (a)) produce buildup curves that suggest the pressure is beginning to stabilize, as expected, they have very low pressure increases during the flow periods. In plots from average permeability formations (Figure (b)), the curves during the shut-in periods are more developed. There should be a good blow, moderate fluid recovery, and increased pressures from one flow period to the next. buildup Plots from high permeability formations (Figure (c)) will have high flow rate (strong blow), high flowing pressures, and rapid stabilization of pressure during buildup. The one shown here has stabilized with the flow pressure almost equal to the final shut-in pressure.