Download
1 / 4
0 likes | 7 Views
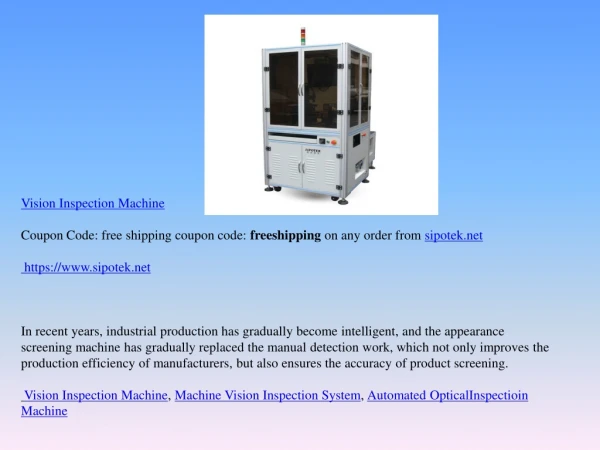
Factories are transforming their production and quality monitoring processes with advanced automation. As we move toward smart factories and Industry 4.0, vision inspection systems play a crucial role in achieving high standards, minimizing waste, and enhancing production efficiency. Their integration ensures real-time defect detection, improved accuracy, and seamless compliance with industry regulations.

E N D
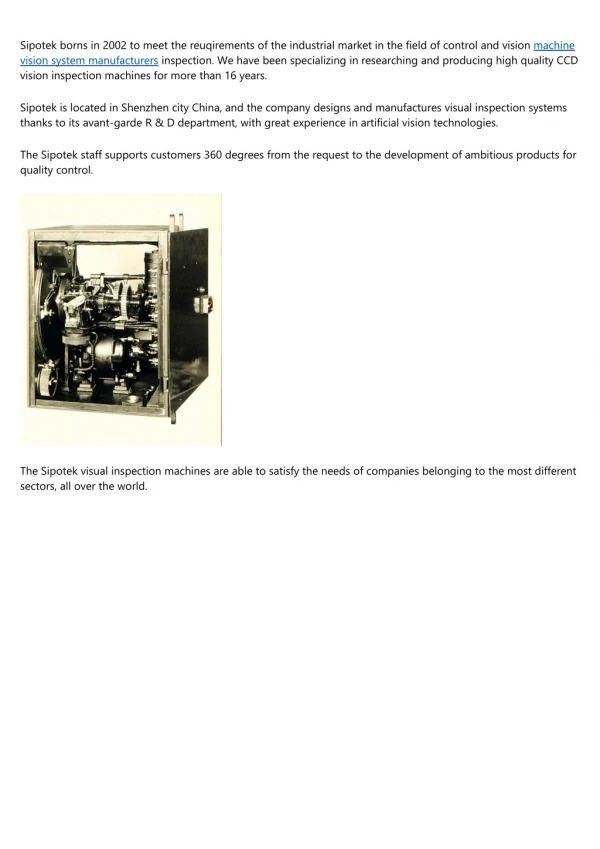
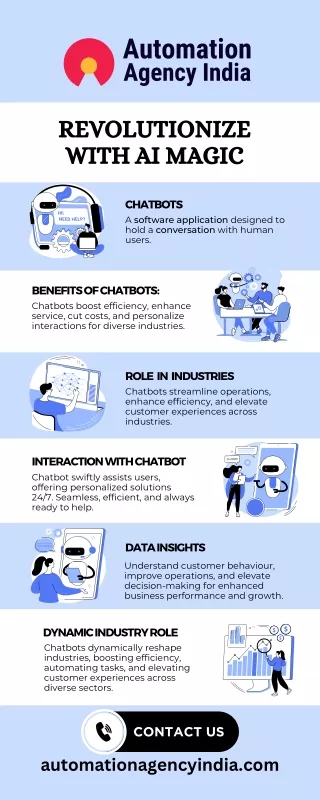
Understanding Vision Inspection Technology: Cameras, AI, and Automation A vision inspection system is crucial in maintaining quality and accuracy. Manufacturers can perform real-time inspections through the combination of cameras and AI. This technology, now enhanced with predictive maintenance software, helps detect defects early and ensures seamless production processes. What are the uses of Vision Inspection Technology? Typical uses are: ● Quality control in manufacturing ● Barcode and label verification in packaging ● Automotive and electronics surface defect detection ● Pharmaceutical safety inspection to guarantee accurate dosing Key Components of Vision Inspection Systems 1. Imaging Sensors and Cameras Industrial cameras take high-quality images for examination. The application determines the type of camera utilised: ● 2D Cameras – Best suited for barcode scanning and surface defect inspection. ● 3D Cameras – Employed for accurate measurement and dimensional checking. ● Infrared & Thermal Cameras – Ideal for temperature fluctuation detection in electronics and food processing. 2. Machine Learning and AI for Image Processing Artificial intelligence-based vision inspection is more advanced than rule-based image examination. Machine learning algorithms can improve their defect detection capabilities with increasing accuracy over time as they learn from data. In semiconductor fabrication, for example, AI-based vision systems can detect tiny cracks that human inspectors cannot.
3. Integration of Automation and Robotics Vision inspection systems are typically integrated with robotic arms and conveyor systems to: ● Conduct high-speed, real-time inspections ● Automatically reject defective products ● Minimise labour-intensive processes This comes in handy in car assembly plants, where robots assist part placements via vision systems, and the placements are accurately positioned. 4. Product Configurators for Customization and Inspection Product configurators, combined with vision inspection systems, enable manufacturers to configure products and maintain quality control. Configurators support real-time visualisation to ensure that customer-specific requirements are fulfilled without compromising production efficiency and defect-free output. Advantages of Vision Inspection Technology ● Greater Accuracy – Suppresses human errors and guarantees repetitive quality control. ● Increased Speed in Production – Provides real-time high-speed inspection without compromising production pace. ● Cost Saving – Saves money on rework, scrap, and labour costs. ● Data-Informed Insights – Assists producers in streamlining processes and enhancing quality. ● Regulatory Compliance – Proves products adhere to industry standards of quality and safety. ● Industries Benefiting from Vision Inspection Technology ● Automotive – Identifies components, paint job flaws, and assembly line defects. ● Electronics – Exams circuit boards and soldering quality. ● Food & Beverage – Examines contaminants, label accuracy, and package integrity. ● Pharmaceuticals – Proves accurate labelling, dosage consistency, and tamper-proof packaging.
The Future of Vision Inspection Technological advancements in AI, edge computing, and IoT have led vision inspection systems to become even smarter. The major trends are: ● AI will enable quicker, on-device image analysis. ● Cloud integration for data storage and analytics in the cloud. ● Augmented reality (AR) overlays to improve defect visualisation. ● Collaborative robots work with humans to improve quality control. Conclusion Factories are transforming their production and quality monitoring processes with advanced automation. As we move toward smart factories and Industry 4.0, vision inspection systems play a crucial role in achieving high standards, minimizing waste, and enhancing production efficiency. Their integration ensures real-time defect detection, improved accuracy, and seamless compliance with industry regulations. Investing in new vision inspection technology is a step towards higher precision, efficiency, and market competitiveness for manufacturers who seek to improve their quality control processes.