Download
1 / 4
0 likes | 11 Views
Manufacturing Execution Systems (MES) are essential for Industry 4.0, enabling real-time data exchange, automation, and process optimization. They bridge the gap between enterprise systems and shop floors, enhancing efficiency, predictive maintenance, quality control, and supply chain management. As MES evolves with AI, cloud computing, and blockchain, it remains a key driver of digital transformation in smart factories.

E N D
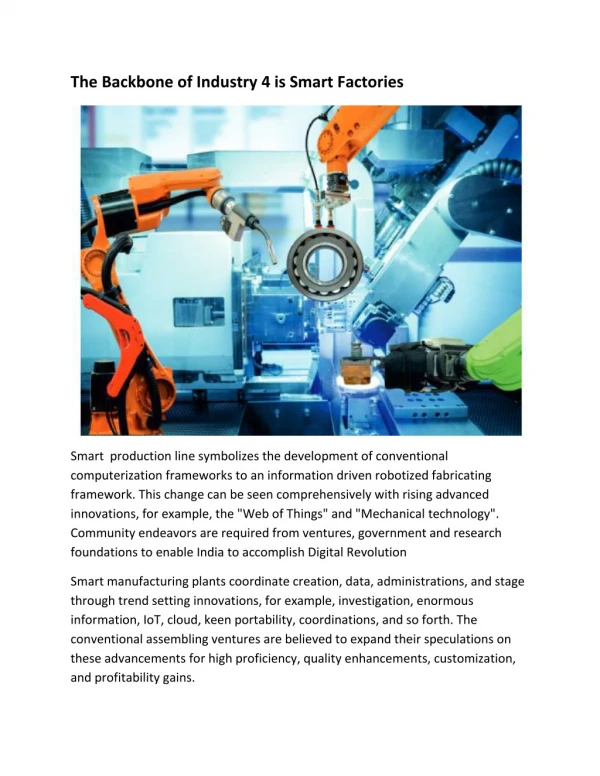
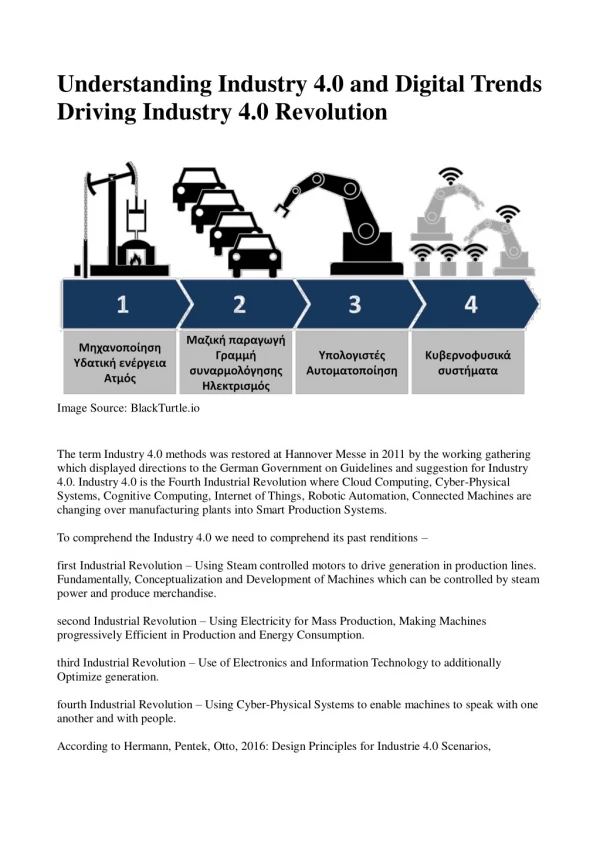
The Role of MES in Smart Factories and Industry 4.0 The manufacturing industry is undergoing a paradigm shift by adopting Industry 4.0 technologies. The Manufacturing Execution System vendors are at the forefront of this revolution. They bridge the gap between the shop floor and enterprise systems. MES enables data exchange in real-time and intelligent decision-making. It plays a key role in designing smart factories that are leaner and networked. What is MES and Why is it Relevant A Manufacturing Execution System is a software program that tracks and controls real-time manufacturing operations. It connects Enterprise Resource Planning systems to Industrial IoT devices. It ensures smooth communication between management and machines. In Industry 4.0, MES enhances: ✔ Data-driven decision-making – Collection and analysis of real-time production information. ✔ Process automation – Reducing human interventions for increased accuracy. ✔ Resource optimisation – Wastage elimination and improved efficiency. ✔ Quality control – Detection of faults early to prevent loss during production. MES and Smart Factories: The Perfect Match A smart factory is a networked manufacturing system where IoT and automation are harnessed to maximise efficiency. MES is the central nervous system that connects these technologies. It controls them and makes real-time decisions for production. Principal Benefits of MES in Smart Factories Live Data Visibility and Collection MES captures real-time manufacturing data. It enables manufacturers to see what is happening and identify bottlenecks. Managers and operators can access dashboards containing key performance indicators. This improves transparency.
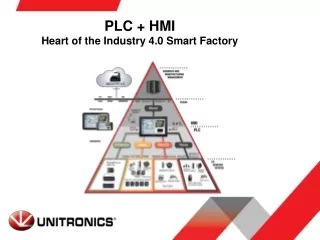
Improved Automation and Interconnectivity MES integrates IoT sensors, robotic process automation and cyber-physical systems. It enables seamless machine-to-machine communication. Automated processes reduce human errors and boost efficiency. Predictive Maintenance and Lower Downtime MES in intelligent factories assists in tracking equipment performance and predicting failures before time. Predictive maintenance causes minimal unplanned downtime and extends asset life. Improved Quality Management MES' real-time quality monitoring is enabled by defect analysis and standard deviations. Coupling with artificial intelligence-driven vision inspection systems ensures consistent product quality. Supply Chain Optimization MES is integrated with ERP and warehouse management systems (WMS) to manage inventory more effectively. Demand planning and just-in-time (JIT) production reduces material wastage. The Future of MES in Industry 4.0 As the world of manufacturing changes, MES continues to develop to incorporate emerging technologies such as: ● Artificial Intelligence and Machine Learning – AI-driven analytics for better process optimisation. ● Edge Computing and Cloud-Based MES – Better decision-making and scalability. ● Blockchain for Traceability – Secure and transparent supply chain traceability. By using an intelligent MES solution, manufacturers can unleash increased productivity, lower expenses, and enhanced agility—all necessary for competitiveness in Industry 4.0.
Conclusion MES software solution is the skeleton of smart manufacturing, supporting data exchange in real-time, automating processes, and efficiency. With the rising adoption of Industry 4.0, MES will become more important in supporting digital transformation for manufacturing. Wish to upgrade your manufacturing operations? Explore MES solutions that support your Industry 4.0 strategy today!