Download
1 / 28
280 likes | 386 Views
HQ Development. Shlomo Caspi LBNL LARP Collaboration Meeting – CM12 NAPA April 8-10, 2009. Outline. HQ magnet Field quality and random errors Winding tests Cable and conductor needs Schedule. HQ Collaboration. Collaboration : BNL – design of reaction and potting tooling

E N D
HQ Development Shlomo Caspi LBNL LARP Collaboration Meeting – CM12 NAPA April 8-10, 2009
Outline • HQ magnet • Field quality and random errors • Winding tests • Cable and conductor needs • Schedule
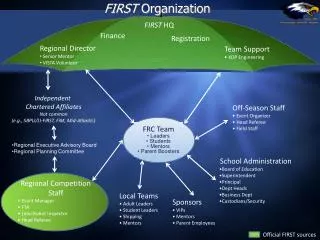
HQ Collaboration • Collaboration : • BNL – design of reaction and potting tooling • Coil reaction and potting (1/2) • FNAL – magnetic design • Islands, wedges, “end” spacers design and manufacturing • LBNL – cable design and production • Coil winding & curing • Coil reaction and potting (1/2) • Protection heaters and instrumentation • Mechanical design and magnet assembly.
Design Concept and Guidelines • Use modified pads and collars for coil alignment • Collars for azimuthal alignment (not for pre-stress) • Bolted pads for coils assembly • Keys, bladders and Aluminum shell during final azimuthal assembly • Axial rods to control axial forces • Final pre-stress during cool-down by a shell based Aluminum structure • Maintain full azimuthal contact between coil-island and island-collar • Bladder and key locations optimized • Structure to maintain pre-stress up to expected “short-sample” • but coil pre-stress can be reduced if adjusted to the operating point.
HQS – Mechanical Shell Structure • Components • Aluminum bolted collars => alignment • remain in compression throughout • Iron pads and yoke • Iron master key => alignment • axial rods => axial preload • 25 mm aluminum shell => azimuthal preload • Coil and collar in compression • Cooling area • Assembly • 60 mm bladders located outside the key span • 38 MPa pressure (600 + 50 microns clearance for 220 T/m) • Collars, pads and key locations optimize to minimize stress 570 mm outer diameter
HQ – Model Al shell Iron pads Iron yoke Iron master key Gap keys slot Pole key Loading keys slot Bladder location Bolted collars
HQS – Magnetic Length * At 20kA ½ coil magnetic length = 42cm
End Harmonics (at 66% radius) • 2D section • => b6 = -2 units • => b10 = -0.01 units • => b14 = 0.05 units • => b18 = -0.45 units ½ coil, integrated 0-60 cm => b6dZ =-200 units*cm => b10dZ=-75 units*cm => b14dZ=-4.5 units*cm => b18dZ=-20 units*cm
HQ - Random Errors Radial and Azimuthal block displacements of 0.1mm during random error analysis HQ Cross-Section
HQ - Random Errors (±0.1mm) Δb3 ~ ±4.5 units Δb6 ~ ±1.5 units Δb3 ~ ±3 units Δb6 ~ ±1 units “Strands” “Roxie”
HQ plan and Status • Winding Test (WT1) – bare cable • Winding Test (WT2) – bare cable • Winding Test (WT3) – insulated cable • Practice coil 1 – 54/61 with extra copper • Practice coil 2 – 108/127 • Coil 3 - 54/61 with extra copper • Practice using islands, end-spacers, compaction • Test curing press, heater control and loading • Unit Length (one coil layers 1 & 2, 81m net ) • Add 19m of lead = 100m or16Kg/CUL
HQ – Practice winding tests EDM part return end Rapid Prototype (RP) part lead end 114 mm aperture mandrel 134 mm aperture mandrel => 120 mm cross-section: minimum pole width 23.8 mm
WT3 – before and after compression Mid-plane high Mid-plane leveled Gap open Gap closed
Protection ~ 1.4 MJ/m at 20kA (~ 3 times that of TQ)
Heater Design Layer 1 covered with 2 strips 47 % 80 % - 10.79 mm wide - 2.166 m long strip per side - Rstrip 300 K = 5.7 ohms - Rstrip 4.2 K = 3.9 ohms - Istrip = 67 A => 75 W/cm2 at 4.2 K Layer 2 covered with 2 strips 64 % - 15.5 mm wide - 2.158 m long strip per side - Rstrip 300 K = 3.95 ohms - Rstrip 4.2 K = 2.7 ohms - Istrip = 93 A => 75 W/cm2 at 4.2 K 75 %
Connections of the heaters: solutions • Modify the design: - heater coverage? Need to rely on quench propagation • capacitor bank for time constant value • Test facility: - additional HFUs required (6 in total) • - how much current can the headers connectors withstand Outer layer heaters => 4HFU needed Inner layer heaters => 2HFU needed IHFU = 4 X 93 A = 186 A IHFU = 4 X 67 A = 268 A Rstrip = 2.7 ohm Rstrip = 3.9 ohm VHFU = 251 V VHFU = 260 V R equivalent = 1.35 ohm R equivalent = 0.97 ohm
Summary • 3D magnetic design completed. • 3D design and analysis of structure underway. • We should have all tooling to wind, cure, react and impregnate coils 4/20 • 2nd of reaction and potting tooling 5/30 • We have all islands, end-spacers and wedges • We have insulated cable to start winding practice coils • Start winding practice coil #1 on 4/20 28