Download
1 / 43
430 likes | 584 Views
Improvement of the Painting Process in a Car Assembly Line. Hernández, Fernando; Black Belt Rodríguez, María; Master Black Belt Torres, Karen; Champion. Lean Six Sigma Project. Location. Assembly. Define. Business Case.

E N D
Improvement of the Painting Process in a Car Assembly Line Hernández, Fernando; Black Belt Rodríguez, María; Master Black Belt Torres, Karen; Champion Lean Six Sigma Project
Location Assembly
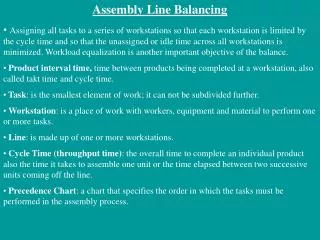
Business Case • The problem bubbles generation in the final step of the painting process.
Project Scope and Objective • Project Scope: • Assembling plant located in Venezuela. • Project Objective: • To reduce the number of defective cars and the losses from the painting process. • Establishing a technical-economical propose to improve the painting process of an assembly car company, and having a good response in case of unexpected increasing car production. • Reduce Costs by $ 50.000,00 per year. • Achieve 99% of Final Test Yield (FTY).
Painting department process Start point: Enter phosphate tunnel Step 4 Wash before phosphate treatment Step 1 Pre-Cleaning Step 3 Wash after cleaning Step 5 Phosphate Step 2 Cleaning Step 9 Last Wash before E-coat area Step 8 Wash after Passivation Step 7 Passivation Step 6 Wash after phosphate treatment A Start point: E-Coat E-coat tank Ultrafiltration tank Demineralized water tank Painted process by gums E-coat Horn End point
ENJUAGUES CON AGUA DESMINERALIZADA EN EL ÁREA DE FOSFATO & E-COAT PHOSPHATE E-COAT
Internal process of PS-30 and PS-20 Chemical Regenerator NaCl- Chemical Regenerator HCl Enter water Ca,Mg,Fe CO3-,HCO3-,CI-, SO4-,SiO2 Cationic Resin H+ Anion Resin OH- Desmineralized water Cero anions PH between 2-3 Reaction that happens inside anionic resin Reaction that happens inside cationic resin
Metrics • Primary: Number of defectives cars from the painting process. • Secondary Metrics: • Conductivity. • Ph.
Data collection methods • The data for this process was collected at the end of the tank 3, during a period of 8 weeks. • We got three samples , twice a day (morning and afternoon), having a total of 150 samples. • From the samples were measured conductivity and PH. Data sheet
Data collection methods • Number of defective cars:
Final test yield • The data was collected during October, November and December, 2005.
Summary • Process capability in both cases is lower than 1.33. • Those process are not capable, for that reason it is required an alternative process to reduce the minerals in the water. • Due painting defects, the FTY is 96.79%; we can infer that improving the conductivity and pH will improve the FTY because the painting defects are generated by the presence of minerals.
Alternative A: System PS-30 parallel with PS-20 Non-threated Water Description Water lines Desmineralized Non-threated Filtrated Valve mode Tank 3 Tank 2 Close Open Tank 1 Equipment FC: Carbon Filter Filter 1 Phosphate + E-Coat
Alternative B: reverse osmosis combined with PS-30 and PS-20 Non-threated Water Description Water lines Desmineralized Non-threated Filtrated Permeated Valve mode Close Open Equipment FC: Carbon Filter FMC: Multi-layer Filter Tank 1 Tank 2 Tank 3 Reverse Osmosis Filter UV 1 Rejection Filter UV 2 Filter 1 Phosphate + E-Coat
Alternative C: Reverse osmosis Non-threated Water 600 micromhos Water lines Description Desmineralized Non-threated Filtrated Permeated Valve mode Close Open Equipment FC: Carbon Filter FMC: Multi-layer Filter Tank 2 Tank 3 Tank 1 Reverse Osmosis Filter UV 1 Phosphate Rejection Filter UV 2 Phosphate + E-Coat + E-Coat
Alternative D: System PS-42 with PS-30 y PS-20 Non-threated Water 600 micromhos Description Water lines Desmineralized Non-threated Filtrated Valve mode Phosphate Close Open Equipment FC: Carbon Filter Tank 1 Tank 2 Tank 3 Filter UV 2 Filter UV 1 Phosphate + E-Coat
Alternative Selection 1: Very bad, 2: bad, 3: regular, 4: good, 5: very good
Performance Result • The alternative selected was based on the following reasons: • Security: A significant improvement is expected because the operator would not have • to manipulate the regenerated chemical. • - Quality: Substantial progress is also expected as the reverse osmosis alternative • will threat the water at the beginning of the resins getting a more stable and efficient process • keeping the variables in the specifications range. • Moral: good, the operator would have to manipulate the regeneration systems because • the reverse osmosis will turn the process into continuous. • Cost: the investment would be high but is expected to be recovered with a reduction in the • use of regenerative chemicals and also in the reduction of the defective pieces. • Delivery: very good, reverse osmosis is based on continuous production without being • regenerated. • - Environment: good, the regeneration process would not be very often.
Indicators • Security Tools to develop the task Risk of accident due to localization of the acid • Quality Lack of maintenance in the operative systems, specially in the PS 20 and PS 30. (Valves, Manometer, Control Panel). • Cost High costs in producing demineralized water due to the chemicals needed to regenerate the resin. The machine’s deteriorative status • Delivery PS 20 Systems falls sometimes out of order, affecting the process’ continuity. • Moral The operators have to move the hydrochloric acid to the place where the PS’ s systems are located, with risk of accident and extra effort. • Environment The regular use of hydrochloric acid and sodium chloride bring a lot of contamination in the PS 20 and PS 30 systems generating a suffocating atmosphere
Control • The process map of the new process that was created during Improvement should be reviewed and updated every two months necessary to reflect any modifications that may have occurred during roll out • Use the last updated process map to provide appropriate training to the operators and let them new process clear. • As a significant amount of employees make part of the painting process a deployment flowchart will be developed to clarify roles and tasks. • The user guide will be reviewed every three months to assure all the steps process are conduct in a proper manner or according to the results modify any step if it is necessary.
Process • FTY ( during May, June and July):