Download
1 / 21
230 likes | 270 Views
Forms of Corrosion:. Uniform Pitting Crevice Corrosion or Concentration Cell Galvanic or Two-Metal Stress Corrosion Cracking Intergranular Dealloying Selective leaching Erosion Corrosion Fretting Corrosion. Stress Corrosion Cracking.

E N D
Forms of Corrosion: • Uniform • Pitting • Crevice Corrosion or Concentration Cell • Galvanic or Two-Metal • Stress Corrosion Cracking • Intergranular • Dealloying • Selective leaching • Erosion Corrosion • Fretting Corrosion
Stress Corrosion Cracking • Stress-corrosion cracking refers to cracking caused by the simultaneous presence of tensile stress and a specific corrosive medium. Many investigators have classified all cracking failures occurring in corrosive mediums as stress-corrosion cracking, including failures due to hydrogen embrittlement. However, these two types of cracking failures respond differently to environmental variables.
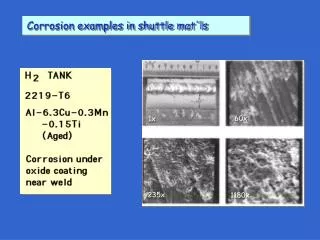
Hydrogen Embrittlement • Hydrogen atoms diffuse into the metal from outside. Deep in the metal, they combine to form H2 gas or combine with C, if present to form CH4. • The pressure in this internal pockets of gas is enough to initiate cracking. • The metal is already seeing a lot of tensile stress. • Normally ductile high strength metals, particularly steels, are not so ductile anymore because of these internal cracks.
Where does the Hydrogen come from? • Arc welding can a source. Hydrogen might be released from the electrode. • Galvanic corrosion can produce hydrogen in a reduction reaction. • Sour gas wells • Hydrogen storage (You just don’t use high strength steel!)
Factors: • Must consider metal and environment • Stainless steels at elevated temperature in chloride solutions. • Steels in caustic solutions • Aluminum in chloride solutions • 3 Requirements for SCC: • Susceptible alloy • Corrosive environment • High tensile stress or residual stress
Preventions • Material selection for a given environment • Reduce applied or residual stress - Stress relieve to eliminate residual stress (i.e. stress relieve after heat treat). • Introduce residual compressive stress in the service. • Use corrosion alloy inhibitors. • Apply protective coatings.
Intergranular Attack • Corrosion which occurs preferentially at grain boundries. • Why at grain boundries? • Higher energy areas which may be more anodic than the grains. • The alloy chemistry might make the grain boundries dissimilar to the grains. The grain can act as the cathode and material surrounding it the anode.
Intergranular Attack: • How to recognize it? • Near surface • Corrosion only at grain boundries (note if only a few gb are attacked probably pitting) • Corrosion normally at uniform depth for all grains.
Selective leaching Selective leaching is the removal of one element from a solid alloy by corrosion processes. The most common example is the selective removal of zinc in brass alloys (dezincification). Similar processes occur in other alloy systems in which aluminum; iron, cobalt, chromium, and other elements are removed. Selective leaching is the general term to describe these processes, and its use precludes the creation of terms such as dealuminumification, decobaltification, etc. Parting is a metallurgical term that is sometimes applied, but selective leaching is preferred.
Dealloying: • When one element in an alloy is anodic to the other element. • Example: Removal of zinc from brass (called dezincification) leaves spongy, weak brass. • Brass alloy of zinc and copper and zinc is anodic to copper (see galvanic series).
Dealloying: • Danger! • The alloy may not appear damaged • May be no dimensional variations • Material generally becomes weak – hidden to inspection!
Dealloying: • Two common types: • Dezincification – preferential removal of zinc in brass • Try to limit Zinc to 15% or less and add 1% tin. • Cathodic protection • Graphitization – preferential removal of Fe in Cast Iron leaving graphite (C).
Erosion Corrosion • Erosion corrosion is the acceleration or increase in rate of deterioration or attack on a metal because of relative movement between a corrosive fluid and the metal surface. Generally, this movement is quite rapid, and mechanical wear effects or abrasion are involved. Metal is removed from the surface as dissolved ions, or it forms solid corrosion products which are mechanically swept from the metal surface. Sometimes, movement of the environment decreases corrosion, particularly when localized attack occurs under stagnant conditions, but this is not erosion corrosion because deterioration is not increased. • Forms of Erosion: • Liquid erosion • Slurry Erosion • Cavitation
EROSION CORROSION • Erosion corrosion is an acceleration in the rate of corrosion attack in metal due to the relative motion of a corrosive fluid and a metal surface. The increased turbulence caused by pitting on the internal surfaces of a tube can result in rapidly increasing erosion rates and eventually a leak. Erosion corrosion can also be aggravated by faulty workmanship.
Methods to Control Corrosion There are five methods to control corrosion: • material selection • coatings • changing the environment • changing the potential • design
How to avoid (or control) Corrosion? • Material Selection! Remember – environment key. Look at potential pH diagrams!!! • Eliminate any one of the 4 req’ments for corrosion! • Galvanic - Avoid using dissimilar metals. • Or close together as possible • Or electrically isolate one from the other • Or MAKE ANODE BIG!!!
How to avoid (or control) Corrosion? • Pitting/Crevice: Watch for stagnate water/ electrolyte. • Use gaskets • Use good welding practices • Intergranular – watch grain size, environment, temperature, etc.. Careful with Stainless Steels and AL.
Surface Treatment (Coatings) • Organic paints • Anodizing (aluminum, titanium) The Process - Aluminum is a reactive metal, yet in everyday objects it does not corrode or discolor. That is because of a thin oxide film - Al2O3 - that forms spontaneously on its surface, and this film, though invisible, is highly protective. The film can be thickened and its structure controlled by the process of anodizing. The process is electrolytic; the electrolyte, typically, is dilute (15%) sulfuric acid. Anodizing is most generally applied to aluminum, but magnesium, titanium, zirconium and zinc can all be treated in this way. The oxide formed by anodizing is hard, abrasion resistant and resists corrosion well. The film-surface is micro-porous, allowing it to absorb dyes, giving metallic reflectivity with an attractive gold, viridian, azure or rose-colored sheen; and it can be patterned. The process is cheap, an imparts both corrosion and wear resistance to the surface.
Surface Treatment (Coatings) • Electro-plating The Process -Metal coating process wherein a thin metallic coat is deposited on the work piece by means of an ionized electrolytic solution. The work piece (cathode) and the metalizing source material (anode) are submerged in the solution where a direct electrical current causes the metallic ions to migrate from the source material to the work piece. The work piece and source metal are suspended in the ionized electrolytic solution by insulated rods. Thorough surface cleaning precedes the plating operation. Plating is carried out for many reasons: corrosion resistance, improved appearance, wear resistance, higher electrical conductivity, better electrical contact, greater surface smoothness and better light reflectance.