Download

1 / 0
0 likes | 103 Views
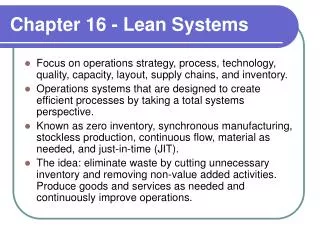
Building Lean Systems. Nothing focuses the mind better than the constant sight of a competitor who wants to wipe you off the map. Wayne Calloway. Craft Production.

E N D