Download
1 / 117
1.17k likes | 1.18k Views
TILE &BRICK RAW MATERIALS. Clay minerals contents of less than 0.002 mm are generally termed the clay fraction, those from 2 to 63 μ m as the silty –clay fraction and those larger than 63 μ m as sand fraction. Nonessential minerals and admixtures for brick and tile making. Carbonates:

E N D
TILE &BRICK RAW MATERIALS Clay minerals contents of less than 0.002 mm are generally termed the clay fraction, those from 2 to 63 μm as the silty –clay fraction and those larger than 63 μm as sand fraction.
Nonessential minerals and admixtures for brick and tile making Carbonates: Especially calcite for the production of backing bricks, when present fine –grained and uniform distrubution. Iron Oxides: Iron hydroxides are responsible for the intensive red colouring of the ceramic ware. Chlorite, muscovite have a number of favourable effects on the early occurance of a liquid (glass) phase in the ceramic body. If coarse –grained, they may possibly cause troublesome laminations in extrusion.
Nonessential minerals and admixtures for brick and tile making • Montmorillonite to a maximum content of approx. 3% can be a valuable component. In the presence of higher amounts of fine grained calcite, montmorillonite contents of up to 10% max. may be tolarated. • Montmorillenite in contents of over 3% (10%) encouranges susceptibility to drying failure. • Feldspar do not generally act as fluxes at the firing temperatures normally used in the brick and tile making clay.
Nonessential minerals and admixtures for brick and tile making • Micas (coarse –grained) promote laminations of the green product during extrusion. • Carbonates, particularly with coarse –grained limestone lumps, result in lime popping (lime blowing) in the brick. • Large rock residues cause trouble in crushing. • Organic materials, when present in large amounts, can lead to reduction cores (black cores) in the brick. In small amounts organic colloids often influence the palasticity. • Pyrite and marcasite result inter al. in increased SO2 contents in the flue gas, which may lead to drying scum.
Nonessential minerals and admixtures for brick and tile making • Gypsum likewise results in high SO2 contents, residues in the birck cause efflorescence. • Soluble sulphates particularly of magnesium and sodium, cause severe efflorescence on the bricks and frequently alsı frost damage.
1) Raw Materials Preparations • Natural clay minerals, including kaolin and shale, make up the main body of brick. Small amounts of manganese, barium, and other additives are blended with the clay to produce different shades, and barium carbonate is used to improve brick's chemical resistance to the elements. Many other additives have been used in brick, including byproducts from papermaking, ammonium compounds, wetting agents, flocculents (which cause particles to form loose clusters) and deflocculents (which disperse such clusters). Some clays require the addition of sand or grog (pre-ground, pre-fired material such as scrap brick).
1) Raw Materials Preparations • The initial step in producing brick is crushing and grinding the raw materials in a separator and a jaw crusher. Next, the blend of ingredients desired for each particular batch is selected and filtered before being sent on to one of three brick shaping processes—extrusion, molding, or pressing, the first of which is the most adaptable and thus the most common.
1) Raw Materials Preparations • First, each of the ingredients is conveyed to a separator that removes oversize material. A jaw crusher with horizontal steel plates then squeezes the particles, rendering them still smaller.
1) Raw Materials Preparations • After the raw materials for each batch of bricks have been selected, a scalping screen is often used to separate the different sizes of material. Material of the correct size is sent to storage silos, and over-sized material goes to a hammermill, which pulverizes it with rapidly moving steel hammers. The hammermill uses another screen to control the maximum size of particle leaving the mill, and discharge goes to a number of vibrating screens that separate out material of improper size before it is sent on to the next phase of production. .
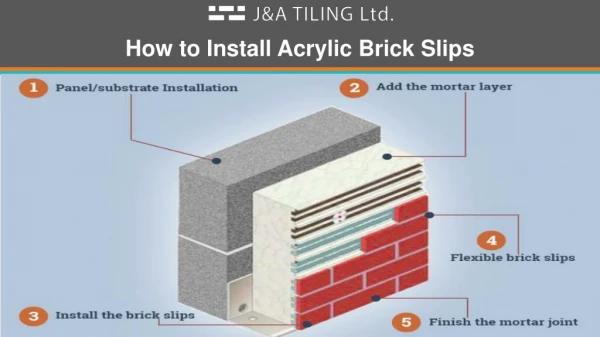
2) Shaping • Besidesthe modern methodssuch as extrusionorvarioustypes of pressingetc. theoriginalmethod of shaping, handmoulding, is stillverycommonintheparts of world. So • Handmoulding • Pressing • Extrusion
2) Shaping • Soft-mud molding methods • Hand moulding methods • Mechanized moulding methods. • Extrusion methods
2) Shaping • 2 With extrusion, the most common method of brick forming, pulverized material and water are fed into one end of a pug mill, which uses knives on a rotating shaft to cut through and fold together material in a shallow chamber. The blend is then fed into an extruder at the far end of the mill. The extruder usually consists of two chambers. The first removes air from the ground clay with a vacuum, thereby preventing cracking and other defects. The second chamber, a high-pressure cylinder, compacts the material so the auger can extrude it through the die. After it is compressed, the plastic material is forced out of the chamber though a specially shaped die orifice. The cross-section of the extruded column, called the "pug," is formed into the shape of the die. Sections of desired length are cut to size with rotating knives or stiff wires.
3) Drying • Drying of "green" bricks and tiles is aprocess in which the water needed forproper moulding is eliminated from theclay product, which shrinks in the process. • Drying is only one of several stages in theprocess of brick- and tilemaking, however, the importance of this stage should notbe underestimated. Drying of greenbricks (freshly moulded) often results incracking and/or deformation as can beobserved in many brick and tile producing enterprises.
3) Drying • In the beginning of the drying processwater evaporates first on the surface ofthe product. During the continuing dryingphase pore water and that from capilliariesis transported from the interior tothe surface of the green brick. The rate atwhich water is transported to the evaporation surface ("front") depends entirely on the intensity of warm drying air movingover and around the green brick.