Download
1 / 57
590 likes | 816 Views
Supply Chain Management: Issues and Models Inventory Management (stochastic model). Prof. Dr. Jinxing Xie Department of Mathematical Sciences Tsinghua University, Beijing 100084, China http://faculty.math.tsinghua.edu.cn/~jxie Email: jxie@ math.tsinghua.edu.cn

E N D
Supply Chain Management:Issues and Models Inventory Management(stochastic model) Prof. Dr. Jinxing Xie Department of Mathematical Sciences Tsinghua University, Beijing 100084, China http://faculty.math.tsinghua.edu.cn/~jxie Email: jxie@ math.tsinghua.edu.cn Voice: (86-10)62787812 Fax: (86-10)62785847 Office: Rm. 1308, New Science Building
Inventory Control with Uncertain Demand The demand can be decomposed into two parts, where = Deterministic component of demand and = Random component of demand.
Inventory Control with Uncertain Demand • There are a number of circumstances under which it would be appropriate to treat as being deterministic even though is not zero. Some of these are: • When the variance of the random component, is small relative to the magnitude of . • When the predictable variation is more important than the random variation. • When the problem structure is too complex to include an explicit representation of randomness in the model.
Inventory Control with Uncertain Demand However, for many items, the random component of the demand is too significant to ignore. As long as the expected demand per unit time is relatively constant and the problem structure not too complex, explicit treatment of demand uncertainty is desirable.
Inventory Control with Uncertain Demand Example: A newsstand purchases a number of copies of The Computer Journal (weekly). The observed demands during each of the last 52 weeks were:
Inventory Control with Uncertain Demand Example :
Inventory Control with Uncertain Demand Example : Estimate the probability that the number of copies of the Journal sold in any week. The probability that demand is 10 is estimated to be 2/52 = 0.0385, and the probability that the demand is 15 is 5/52 = 0.0962. Cumulative probabilities can also be estimated in a similar way. The probability that there are nine or fewer copies of the Journal sold in any week is (1 + 0 + 0 + 0 + 3 + 1 + 2 + 2 + 4 + 6) / 52 = 19 / 52 = 0.3654.
Inventory Control with Uncertain Demand We generally approximate the demand history using a continuous distribution. By far, the most popular distribution for inventory applications is the normal. A normal distribution is determined by two parameters: the mean and the variance
Inventory Control with Uncertain Demand These can be estimated from a history of demand by the sample mean and the sample variance .
Inventory Control with Uncertain Demand The normal density function is given by the formula We substitute as the estimator for and as the estimator for .
Optimization Criterion In general, optimization in production problems means finding a control rule that achieves minimum cost. However, when demand is random, the cost incurred is itself random, and it is no longer obvious what the optimization criterion should be. Virtually almost all of the stochastic optimization techniques applied to inventory control assume that the goal is to minimize expected costs.
The Newsboy (girl) / newsvendor Model (Continuous Demands) The demand is approximately normally distributed with mean 11.731 and standard deviation 4.74. Each copy is purchased for 25 cents and sold for 75 cents, and he is paid 10 cents for each unsold copy by his supplier. One obvious solution is approximately 12 copies. Suppose Mac purchases a copy that he doesn't sell. His out-of-pocket expense is 25 cents 10 cents = 15 cents. Suppose on the other hand, he is unable to meet the demand of a customer. In that case, he loses 75 cents 25 cents = 50 cents profit.
The Newsboy Model (Continuous Demands) Notation: = Cost per unit of positive inventory remaining at the end of the period (known as the overage cost). = Cost per unit of unsatisfied demand. This can be thought of as a cost per unit of negative ending inventory (known as the underage cost). The demand is a continuous nonnegative random variable with density function and cumulative distribution function . The decision variable is the number of units to be purchased at the beginning of the period.
The Newsboy Model (Continuous Demands) The cost function G(Q) is convex The optimal solution equation
The Newsboy Model (Continuous Demands) Determining the optimal policy for convex function
The Newsboy Model (Continuous Demands) Example (continued): Normally distributed with mean = 11.73 and standard deviation = 4.74. = 25 10 = 15 cents. = 75 25 = 50 cents. The critical ratio is = 0.50/0.65 = 0.77. Purchase enough copies to satisfy all of the weekly demand with probability 0.77. The optimal Q* is the 77th percentile of the demand distribution.
The Newsboy Model(Continuous Demands) Example (continued):
The Newsboy Model (Continuous Demands) Example (continued): Using the data of the normal distribution we obtain a standardized value of = 0.74. The optimal Q is Hence, he should purchase 15 copies every week.
The Newsboy Model (Discrete Demands) Optimal policy for discrete demand: The procedure for finding the optimal solution to the newsboy problem when the demand is assumed to be discrete is a natural generalization of the continuous case. The optimal solution procedure is to locate the critical ratio between two values of F(Q) and choose the Q corresponding to the higher value. That is
The Newsboy Model (Discrete Demands) Example:
The Newsboy Model (Discrete Demands) Example : The critical ratio for this problem was 0.77, which corresponds to a value of between = 14 and = 15. Since we round up, the optimal solution is = 15. Notice that this is exactly the same order quantity obtained using the normal approximation.
The Newsboy Model:Extension to Include Starting Inventory Critical number policy: The optimal policy when there is a starting inventory of x is: Order Q*-x if x<Q* . Don't order otherwise . • Note that Q* should be interpreted as the order-up-to point rather than the order quantity. • It is also known as a target or base stock level.
Single-Period Single-Location Model: When there is positive set-up cost Starting Inventory: x Ordering quantity z=(y-x)+ (Order-up-to-level: y) Purchasing cost: Total expected cost: here
Single-Period Single-Location Model: When there is positive set-up cost (s,S) policy convex G(y)=cy+L(y)
Single-Period Single-Location Model: When there is positive set-up cost Optimal Policy: (s, S) Policy: The optimal policy when there is a starting inventory of x is: Order up to S if x < s . Don't order if x>=s .
Multi-Period Single-Location Model: When there is no positive set-up cost dynamic programming m(y,t)=y-t for backorder case; =(y-t)+ for lost sales case : discounter factor Optimal Policy: Order-up-to policy still holds, although the order-up-to level changes from period to period: S1 >= S2 >= … >= Sn
Multi-Period Single-Location Model: When there is positive set-up cost Optimal Policy: using dynamic programming and the K-convexity of the objective functions, one can prove the (sn, Sn) Policy still holds: For each period n, the optimal policy when there is a starting inventory of x (maybe <0, backlog) is: Order up to Sn if x < sn . Don't order if x>=sn . But different periods may have different (s,S) values. And it’s difficult to compute the values for (sn, Sn)
Infinite Period Single-Location Model: When there is positive set-up cost Assume: • Demand distribution is i.i.d for all periods • Using cost function with discount factor Optimal Policy: One can prove the (s, S) Policy still holds: For each period, the optimal policy when there is a starting inventory of x (maybe <0, backlog) is: Order up to S if x < s . Don't order if x>=s . But it’s difficult to compute the values for (s, S)
Finite Period Multi-Echelon Model Events in each period: • Shipments arrive; • Decision making; • Demand arrives; • Cost evaluation. • Only consider N=2: • one depot base (d) and one retailer outlet (r) • The index n denotes the number of remaining periods until the end of the planning horizon
Finite Period Multi-Echelon Model Cost parameters Only for the depot Only for the outlet Index n is used when applicable
Finite Period Multi-Echelon Model Other parameters Index n is used when applicable
Finite Period Multi-Echelon Model Decision Variables (at the beginning of a period) On hand Index n is used when applicable
Finite Period Multi-Echelon Model vd Basic inequalities xr z y depot outlet s1,… , sl y1,… , yL wd wr Dynamics of the system
Finite Period Multi-Echelon Model At the beginning of a period, let = xr ? On hand At the end of a period, inventory of the system:
Finite Period Multi-Echelon Model L >= l ?
Finite Period Multi-Echelon Model Total cost:
Finite Period Multi-Echelon Model Total cost for n-period decision problem:
Finite Period Multi-Echelon Model Total cost for n-period decision problem: (Dynamic Programming)
Finite Period Multi-Echelon Model Dynamic Programming: Decomposition Retailer’s Decision
Finite Period Multi-Echelon Model Depot’s Decision
Infinite Period Multi-Echelon Model • Two kinds of objective functions: • Average-cost • Discounted-cost
Summary: Periodic review system • Single-location: • Single-period • Multiple-period • Infinite-period • Multi-Echelon • Single-period ?? • Multiple-period (1960) • Infinite-period (1984) • All are periodic review inventory systems • All are centralized control system • All are (s, S) policies (order-up-to policy, basic stock policy, or critical number policy when s=S)
Lot Size-Reorder Point Systems:Continuous review system • In what follows, we assume that the operating policy is of the (R, Q) form. However, when generalizing the EOQ analysis to allow for random demand, we treat R and Q as independent decision variables. • Decision variables: R = the reorder point (level) in units of inventory Q = the lot size or order quantity
Lot Size-Reorder Point Systems Assumptions • The system is continuous-review • Demand is random and stationary • There is a fixed positive lead time L for placing an order • The following costs are assumed • Setup cost at $ K per order. • Holding cost at $ h per unit held per year. • Proportional order cost of $ c per item. • Stock-out cost of $ p per unit of unsatisfied demand
Lot Size-Reorder Point Systems Describing demand: The demand during the lead time is a continuous random variable DL with probability density function (or pdf) fL(x), and accumulative distribution function (or cdf) FL(x). Let and be the mean and standard deviation of demand during lead time.
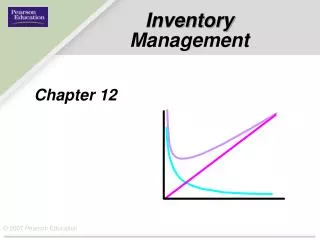
Inventory R Q Order placed Order arrives Time Lot Size-Reorder Point Systems Inventory vs. Time Safety Stock level L
Lot Size-Reorder Point Systems i.i.d demand: If the demands in all periods are i.i.d; The demand in each period is a continuous random variable D with probability density function (or pdf) f(x), and accumulative distribution function (or cdf) F(x). The the mean and standard deviation of demand during lead time.
Lot Size-Reorder Point Systems i.i.d demand with uncertain leadtime: The the mean and standard deviation of demand during lead time.
Lot Size-Reorder Point Systems Order quantity Q can be set as EOQ (near-optimal) Reorder point R = L + (safety stock) One method to set the safety stock (SS): SS= kL (k is the safety (stock) factor, related to service level or penalty cost data etc.)