Download
1 / 9
90 likes | 200 Views
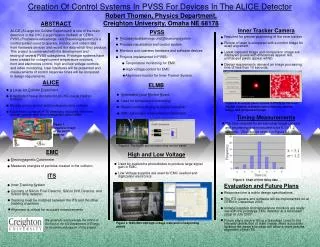
Manufacturing Technologies of the Devices for On-Board Control Systems. Course of lectures by Valer i y V. Chikovani Kyiv - 2011. INTRODUCTION.

E N D
Manufacturing Technologies of the Devices for On-Board Control Systems Courseoflectures by Valeriy V. Chikovani Kyiv - 2011
INTRODUCTION • The purpose of the given course of lectures consists not only in giving understanding of modern sensors operationprinciples for onboard control systems, but also to give bases of the technological process used at their production, and also to acquaint with the production equipment, capable to implement the technological process at manufacturing of these sensors. • To implement in practice technological processes it is necessary to develop the design documentation for sensor and technological documentation as well in which stages of passage of each detail of the sensor through a technological cycle before a detail come in an assembly site where a detail becomes a sensor part are described. • Process-layout preparation (PLP) presents itself a set of events, providing technological readiness of production, i.e. availability at the enterprise complete sets of the design and technological documentation and means of technological equipment, necessary for output of the given volume of products with established technical and economic activities. So, labor input of process-layout preparation relative to general labor input of the whole product production process in small-scale production makes up 20-25 %, in serial production - 50-55 %, and in mass production - 60-70 %.
PLP at the enterprise is carried out by departments of chief technologist. Prior to the beginning of works on PLP, as a rule, it is conducted technological control of drawings which is necessary for the analysis and check of the designed details on their production feasibility correctness of class of processing accuracy rationality of assembly etc. • The basic stages of PLP are: • 1) Development of technological processes; • 2) Designing of production accessories (stamps, adaptations, the special tools) and the non-standard equipment; • 3) Manufacturing of means of production accessories and the non-standard equipment; (It takes 60 - 80 % of total amount PLP) • 4) Adjustment and debugging of the developed technological processes and technological accessories manufactured. • The rational organization of production process is impossible without carrying out of careful technical preproduction. This process includes the following: • 1. Design preproduction (development of productdesign, subassemblyand separate details of the products started in production with making up of corresponding specifications and other kinds of the design documentation).
2. Process-layout preparation (PLP), i.e. set of the interconnected processes providing technological readiness of the enterprises (or the enterprise) to product output of a specified quality, volume and costs. Manufacture feasibility of the product, development of technological process, development and manufacture technological tools and accessories, PLP control are concerned to PLP. • 3. Scheduling of production process of a product manufacture in fixed terms, in necessary output volumes and costs. • The technological documentation for various types of production (single, serial and mass) differs by depth of technological process development and by degree of their detailed elaboration. At first routing inter workshop cards on technological process of details production and assembly units are developed. Route cards specify sequence of workpiece passage details or assembly units through workshops and enterprise production sites. To produce details and assembly in single or small-scale production it is enough to have the design documentation, routing or routing - operational description of technological process or the full list of technological operations with instructions of transitions and technological modesare not necessary.
For serial and mass production except routing technological process is developed with the operational description of forming, processing and assembly. Thus for single technological processes the operational process card is developed for typical (group) of technological processes - the card of typical (group) operation. All transitions on the given particular operation and accomplishment methods of each operation, the data of technological modes of technological equipment means, materials and labor consumption are specified in them. Usually in operational cards the outline drawings representing details or parts of details both containing those sizes and instructions on processing which are necessary for accomplishment of the given operation (a method of detail fastening on the machine tool, a tool disposition, adaptation, etc.) are placed in the cards. Besides, cards of typical technological processes of electrolytic coating deposition, chemical processing, deposition of paint and varnish coating are developed for certain items, the sheet of specific rates of the expense of solvents, anodes, chemicals, the sheet of on-detail wastes and other documents are developed.
Gyroscopes There are many types of gyroscopes which are used in practice. In this lecture we will discuss the three types of modern gyroscopes, which in the last 10-15 years are widely developed and used in the world and which are investigated for microminiaturization and improvement. These are first of all optical gyros – ring laser gyro (RLG), fiber optic gyro (FOG) and as microminiaturized FOG - integrated-optical gyro. Another direction of modern gyroscopy is connected with the development of the gyros on vibrating structures – hemisphere, cylinder, tuning fork, beam etc., which are made of different materials – fused quarts, steel, piezoceramic, aluminum. This type of gyros is referred to as Coriolis vibratory gyroscope (CVG). At present time active investigation is conducted on microminiaturization of vibrating structures gyroscopes in which vibrate thin films. These are so called microeletromechanical system (MEMS) gyroscopes. As the bright examples of gyroscopes application in aircraft are autopilot system and inertial navigation system (INS).
aileron control roll=0; pitch=0 Regulator Airplane Gyro unit Figure 1.1. Autopilot block diagram Figure 1.1 shows simplified autopilot block diagram. In order to keep aircraft in horizontal plane during flight the automatic system should drive roll and pitch angles to zero. Gyro unit consisting, for example, of two gyros measures roll and pitch angles and provides signals to discriminator. The differences between the measured values and desired ones (i.e. 0 in this case) are provided to input of the regulator, which output turns the aircraft aileron so that to drive these differences to zero. • In order to measure navigation parameters (roll, pitch, yaw (heading) angles, longitude, latitude, height) three components of linear and angular velocities should be measured. So, six sensors – three gyro and three accelerometers - should be used in the aircraft board located in mutually orthogonal triads as depicted in the fig.1.2.
Z0 X0 Accels Gyros Y0 Fig.1.2. Strapdown inertial navigation system’s gyros and accelerometers disposition on plane’s board • The output signals of the six sensors are provided to the strapdown navigation algorithm to calculate above-mentioned navigation parameters. These sensors are rigidly mounted on the aircraft board and should have high dynamic range, for example, dynamic range of the gyros used in strapdown navigation system is +-200 deg/s. • Aircraft orientation can be calculated using Poison matrix equation: (1.1)
Where (1.2) e = - Ve /R3 ; n = 3cos + Vn /R3 ; h = 3sin + Vhtg/R3 . (1.3) (1.4) ae, an, ahare projection of accelerometer signals on East, North and vertical directions. • As opposed to strapdown inertial navigation systems discussed above, there is another old-fashioned inertial navigation systems, so called gimbaled INS which will be discussed in module 4 next semester. • Next lectures will be devoted to discussion of modern gyros such as ring laser (RLG), fiber-optic (FOG) and Coriolis vibratory gyros (CVG).