Download
1 / 16
160 likes | 264 Views
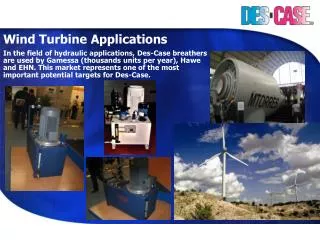
Applications of Green Technology in the Manufacture of Turbine Blades. Karl S. Ryder Scionix Laboratory, Department of Chemistry, University of Leicester, Leicester, LE1 7RH, UK k.s.ryder@le.ac.uk. Contents. What is an ionic liquid Eutectic-based ionic liquids and how to make them

E N D
Applications of Green Technology in the Manufacture of Turbine Blades Karl S. Ryder Scionix Laboratory, Department of Chemistry, University of Leicester, Leicester, LE1 7RH, UK k.s.ryder@le.ac.uk
Contents • What is an ionic liquid • Eutectic-based ionic liquids and how to make them • Applications • Immersion Ag for PCB's • Cr plating • Al Plating • Battery applications • Electro polishing • RS Industrial Fellowship scheme • Results (RR3010 blades), XPS • Closing remarks
Ionic liquids: definition • Ionic material that melts below 100 ºC • Unusual solvent properties • Very low / negligible vapour pressure - do not evaporate • Most liquids thermally stable >200 ºC • Immiscible with many organic solvents • Some have wide potential windows • Large and unsymmetrical ions -> low lattice energy and hence low melting point
Historical perspective 1914 EtNH3+NO3- 1980’s Pyridinium eutectic with AlCl3 researched for Al deposition and Al batteries 1990’s Prevalence of imidazolium based cations 2000’s Environmentally more benign ionic liquids
Liquid preparation • Just mix two components (often r.t. solids) to make liquid! • Endothermic reaction, entropy driven 10 ILs have been produced in over 200 kg batches One IL made on the tonne scale (for electropolishing)
Electropolishing • Electrochemical dissolution: • ChCl / EG liquid • High current efficiency • Low toxicity • No strong acids • Comparable finish
Electropolishing • Pilot plant • Functional process line • Pre treatment • Process, 50 L IL • Rinse Works very well for 300 series stainless steels and high value performance alloys, Ni / Co, Ti etc.
Electropolishing • Better surface finish (market) • Non-corrosive (social) • Benign liquid – ChCl/glycol (social) • Improved current efficiency (>80%) (economic) • Less gas evolution (environmental) • Metal recoverable (environmental) • SS or Ti / IrO2 Cathodes • Ti Jigs • Standard pump / tank fittings • Less gassing • Better current efficiency
Electropolishing • Royal Society Industry Fellowship (KSR) • Started July 2010: • Explore electropolishing of superalloys with IL processes • Study composition of alloy • Determine etch rate • Explore removal of scale (effect on surface melting) • Explore removal of casting shell
Electropolishing • Strategy: • Polish metal • Vary conditions • Characterise surface • Heat treat
Electropolishing; surface characterisation Electrolytic polishing in IL removes virtually all residual shell. First results suggest alloy composition is not effected by etch Surface roughness greatly reduced Electropolish Sample 1 (pale) Ni(3p)
Electropolishing Partially immersed , polished blade (RR3010) 20 mins process time.
Electropolishing Fully immersed , polished blade (RR3010) 60 mins, total process time. Eapp = 5.8 V
Electropolishing Fully immersed , polished blade (RR3010) 60 mins, total process time. Eapp = 5.8 V Some trapped shell loosened!
Electropolishing: recycling • Spent polishing liquid from the electropolishing process can be recycled and reused: • Spent liquid • Equal volume of water added • Settlement • Filtration • Heating (remove water) • Recylced liquid
Conclusions • Electropolishing of superalloy turbine blades in DES type (choline chloride based) ionic liquids: • Effective in removing Ni-based surface scale • Effective in removing residual shell • Homogeneous dissolution of metal • Isotropic etching (semi-quantitative XPS) • Reducing surface roughness • Softening / loosening trapped shell • Visualising grain structure possible prior to heat treatment possible by electrolytic etch. This has the potential to save process time and reduce production costs. Hard back, 338 pages ISBN-10: 3-527-31565-9 ISBN-13: 978-3-527-31565-9 Wiley-VCH, Weinheim