Download
1 / 1
10 likes | 108 Views
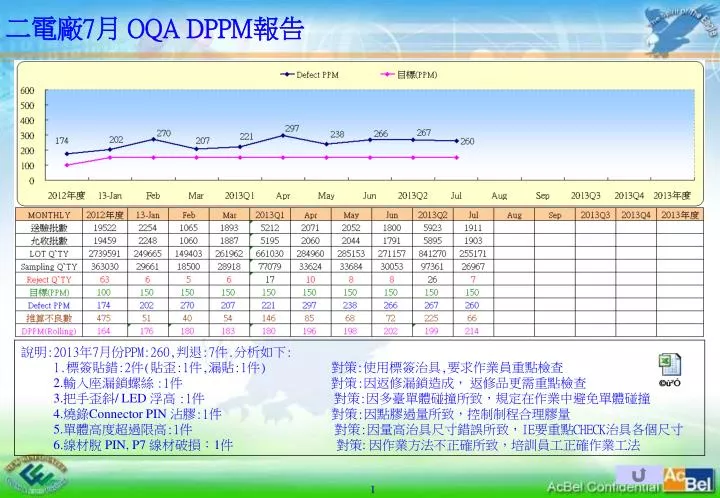
二電廠 7 月 OQA DPPM 報告. 說明 :2013 年 7 月份 PPM:26 0 , 判退 : 7 件 . 分析如下 : 1. 標簽貼 錯 : 2 件 ( 貼歪 :1 件 , 漏貼 : 1 件 ) 對策 : 使用標簽治具 , 要求作業員重點檢查 2 . 輸入座漏鎖螺絲 :1 件 對策 : 因 返 修 漏鎖 造 成 , 返修品 更需重點檢查 3. 把手歪斜 / LED 浮高 : 1 件 對策 : 因多臺單體碰撞所致, 規定在作業中 避免單體碰撞

E N D
二電廠7月 OQA DPPM報告 說明:2013年7月份PPM:260,判退:7件.分析如下: 1.標簽貼錯:2件(貼歪:1件,漏貼:1件) 對策:使用標簽治具,要求作業員重點檢查 2.輸入座漏鎖螺絲 :1件 對策:因返修漏鎖造成,返修品更需重點檢查 3.把手歪斜/ LED 浮高 :1件 對策:因多臺單體碰撞所致,規定在作業中避免單體碰撞 4.燒錄Connector PIN 沾膠:1件 對策:因點膠過量所致,控制制程合理膠量 5.單體高度超過限高:1件 對策:因量高治具尺寸錯誤所致,IE要重點CHECK治具各個尺寸 6.線材脫 PIN, P7 線材破損:1件對策:因作業方法不正確所致,培訓員工正確作業工法